介绍许多先进的材料,如AlTiC欧洲杯足球竞彩 (Al2O3.-TiC复合材料)、蓝宝石或SiC被用作功能器件的衬底。它们中的许多都很难加工。AlTiC已被用作带有薄膜传感器元件的硬盘存储设备的写入或读取磁头滑块的基板。将厚度约为1.2 mm的AlTiC晶片切成薄片(1 mmx厚度为70-300μm的切割刀片.一般情况下,对AlTiC晶片[1]的切屑,需要较高的进给速度(1-3 mm/s)和较低的切屑边缘尺寸(5-20 μm)。为了达到这些要求,有必要通过分析切丁刀片的可磨性来研制切丁刀片。由于商用切丁设备采用恒定的进给速度系统,在切丁过2020欧洲杯下注官网程中,作用在切丁刀片上的力会由于其表面条件的恶化而改变,即磨粒的脱落或暗淡,基体材料的变形和磨损。改变的力使得传统划片系统的划片刀片分析变得复杂。 我们小组开发了一种恒定进给力系统,可以分析砂轮的可磨性[2-4]。在恒进给力系统下,进给速度在加工过程中会发生变化,这取决于砂轮的表面状况,反映了砂轮的可磨削性。 最近,一种恒进给力切丁系统被开发出来用于分析切丁刀片的可磨性[5,6]。在本研究中,通过建立一种新的恒定进给力切刀系统进给速度模型,对切刀的理论可磨性进行了估计。通过比较不同磨料粒度的经验切割速度和理论切割速度,对该模型进行了评估。 实验用不同的金刚石颗粒尺寸(5-12)制作了3种切丁刀片μ米(#1200),10-20μM(#800)和30-40μm(#500)。WC-Co作为基体材料[5,6]。切割刀片由31 vol%的孔隙、38 vol%的金刚石晶粒和31 vol%的WC-Co基体材料组成。其厚度在85~90μm之间。用含有600目氧化铝磨粒的平板在湿条件下对所制备的切丁刀片进行修整。修整条件为切丁深度2.0 mm,进给工作台速度1 mm/s,修整长度240 mm。 利用共聚焦激光显微镜(CLM)观察了切割刀片表面的晶粒数和晶粒分布。 修整后,在2.0 N、恒进给力条件下,用冷却水进行切丁试验。图1示意了一个恒定的进给力系统。在商用切丁机的工作台上安装了一个直线滑块,以向切割试样传递恒定的力。将1.2 mm厚的AlTiC晶片切割成75 mm长、70 mm宽的薄片。将AlTiC板放置在氧化锆板上,切割方向上开槽宽度为1.0 mm,深度为3.0 mm。凹槽的位置是为了避免叶片与氧化锆样品架接触。在切丁试验中测量了不同线的加工时间。不同生产线的进给速度由被切割样品的长度除以加工周期计算得出。 
图1所示。恒定进给力切丁系统示意图。在商用划片机的工作台上安装了一个线性滑块,用于向切割试样传递恒定的力。预处理的75mm AlTiC晶片固定在样品架上。在恒定进给力2.0 N下测定了进给量。 后果图2显示了切割速度,年代作为切丁长度的函数,l在2.0 N的进给力下。切割速度,年代在加工的切刀中,第一行切刀1200、800和500分别为0.95、4.8和6.3 mm/s。切割速度对于所有切割刀片,随着切割长度的增加而减少。 
图2。切球长度L对切球速度S代表f切割刀片,1200、800和500。 讨论理论上的切割速度,年代对所有切割刀片进行估算。假设磨粒为球形,如图3所示,其中r是磨粒的半径,一个h为谷物在高度的水平横截面积,h”,一个v为垂直截面积。只考虑半圆区域一个n,因为在切割过程中,由于磨料颗粒的犁耕作用,圆的另一半不与地面材料接触。地区,一个h和一个v可以计算为晶粒半径的函数,r和高度,h”由下列方程得出;  (1)
(1)
 (2)
(2)
粒度中值分别为:#1200 (5-12 μm)、#800 (10-20 μm)和#500 (30-40 μm)分别为8.5、15和35 μm。分别.图4显示了一个h和一个v不同高度上的粒度为8.5、15和35μm的颗粒,h”. 
图3。球形颗粒模型的示意图。切丁刀片的表面有成千上万的钻石颗粒,它们与磨削方向成一定的角度。 
图4。关系一个h和一个v对于不同的晶粒尺寸,(a)8.5μm, (b) 15 μm和(c)各种高度35 μm,h”. 因为许多谷物在不同的高度在切片过程中,同时与AlTiC晶片接触的晶粒数量和在切片刀片表面的分布将被考虑。谷物oN切丁刀片表面不同高度,z通过CLM观察划片刀片周围的8个位置进行计数。 图5显示了不同高度的晶粒密度,z.晶粒密度在10 μm高度时呈比例增大趋势,在10 μm高度后几乎保持不变。图6显示了划片过程中划片刀片和AlTiC晶片接触面积的定义。假设接触面积为LD哪里l切丁刀片是否厚度和D是高度晶圆厚度。 
图5。粮食每片切刀密度可达35 μm高度。用CLM法观察切刀周围8个不同的点,对切刀表面的颗粒进行计数。每个观察区域约0.05 mm2. 
图6。切片过程中切片刀片与AlTiC晶片接触面积的定义。假设接触面积等于叶片厚度L乘以AlTiC薄片厚度D。 乘以接触面积LD到不同高度的颗粒密度z,计算了接触区域的晶粒数,如图7所示。 
图7.切片刀片与AlTiC晶片接触面积上的晶粒数计算为晶粒密度乘以接触面积。 计算高度水平横截面积总数的公式z,一个h(z)将;  (3)
(3)
在那里,n(z)为高度的粒数z.
有效粒数,N(z)是由非重叠颗粒的概率相乘得到的,λ(z)按粮食数量,,n(z).图8为切分叶片表面模型及非重叠颗粒概率计算方法,λ(z)在高处,,z.λ(z)根据每个颗粒在高度处的交叉长度计算z,ln(z),代表为;  (4)
(4)
则切割刀片表面金刚石颗粒的有效数量为;  (5)
(5)
最后是有效投影面积,一个p”(z),计算为;  (6)
(6)

图8。磨粒方向不重叠的原理图和计算。非重叠晶粒的概率由总交叉长度l计算得出n高度为z的颗粒。 图9显示了切割刀片的垂直交叉视图模型。有效的投影面积,一个p”(z)显示为总图案填充区域。两者之间的关系计算一个h(z)和一个p”(z)如图10所示。在2.0 N的进给力下,一个h(z)成为96μm2根据制造商NEOMAX Co., LTD规定的AlTiC维氏硬度19.1GPa计算。 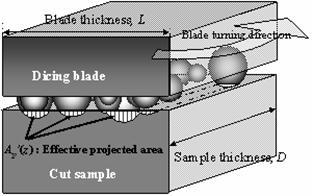
图9。切丁刀片的垂直交叉视图。有效投影面积,一个p”(z)显示的是总孵化面积。 
图10。关系一个h(z)和一个p”(z)通过考虑晶粒尺寸、晶粒数和晶粒分布。 理论进给速度,年代,由理论体积去除率除以样品与划片之间的接触面积估算。根据有效投影面积计算理论体积去除率,一个p”(z),以及划片刀片的旋转速度,V.接触面积等于切刀厚度,l,乘以样品厚度,D.  (7)
(7)
V为切刀转动速度,60m /s,l和D是分别为90μm和1.2mm。 通过代入计算得到的一个p”(z)式(7),理论进给速度,年代计算。 根据式(7)计算出的1200、800、500切刀的进给速度分别为1.4、4.1和6.5 mm/s,如图11所示。不同粒度的理论喂料速度与经验喂料速度非常接近,这表明通过方程式(7)计算的喂料速度对于恒定喂料力系统来说足够合理。实验和理论进给速度之间的差异是认为是由于有效投影区域的基质材料重叠,一个p”(z) 
图11。计算和经验的骰子速度为第一个骰子线。 结论通过对恒力切丁系统切丁速度的分析,建立了可磨性的理论计算模型。利用划片的旋转速度以及考虑球形的划片表面上磨粒的投影面积、数量和分布,计算了不同粒度磨粒的理论划片速度。 利用AlTiC的维氏硬度、犁削载荷、磨粒数和磨粒在刀片表面的分布情况计算了金刚石颗粒的投影面积。5-12 μm(目数1200,#1200)、10-20 μm(#800)和30-40 μm(#500)三种不同磨粒粒度的理论切割速度分别为1.4、4.1和6.5 mm/s。在2.0 N恒力切刀系统下,切刀1200、800和500的经验切刀速度分别为0.95、4.8和6.3 mm/s,与理论切刀速度吻合较好。研究结果表明,切块刀片的可磨性与刀片表面的磨粒大小、数量及分布有关。 确认作者希望对日本政府通过教育、文化、体育、科学和技术部的21世纪卓越中心(COE)计划部分支持这项工作表示感谢。欧洲杯线上买球这项研究的一部分也得到了日本新能源和工业技术发展部(NEDO)的支持。 工具书类1.H.Gatzen,“加工超精密微微滑块的挑战”,数据存储,第4页[8](1997) 85-90. 2.大西、近藤、山本、筑田、石崎、瓷。Soc。日本,104亿英镑(1996年)610-613(日文)。 3.Takata,“Kou Nouritsu Kou Kensakuhi Takouitsu Daiyamondo Toishi no Kaihatsu”长冈理工大学博士论文,(1998)47-67(日语)。 4.H.Kim,K.Matsumaru,A.Takata和K.Ishizaki,“硅晶片和烧结Al2O3通过恒力进给磨削系统的磨削行为”,材料技术和材料工艺杂志(ATM)高级论文,5[2](2003)50-53。 5.田安达、松丸、石崎,《虚构》高效切丁刀片艾尔2O3.tic合成”,j .陶瓷。Soc。日本,114[4](2006)。 6.K. Matsumaru, T. Adachi, H. Kim, A. Takata and K. Ishizaki, " Teiokuri Kensakuban ni yoru Seramikkusuno Cyou Heitan Usuita Kakou ",国际磁盘驱动器设备材料协会2020欧洲杯下注官网欧洲杯足球竞彩新闻[48](2002年)8 - 11(在日本)。 详细联系方式
Kozo Ishizaki
机械工程系
长冈工业大学(长冈gijutu - kagaku daigu)
长冈
日本新泻940-2188
电子邮件:[受电子邮件保护]
|
Takuya足立
机械工程系
长冈工业大学(长冈gijutu - kagaku daigu)
长冈
日本新泻940-2188
|
Koji Matsumaru
机械工程系
长冈工业大学(长冈gijutu - kagaku daigu)
长冈
日本新泻940-2188
|
|
|