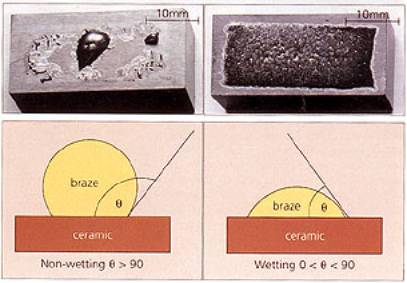
陶瓷,尤其是工程陶瓷,在当今社会变得越来越重要。它们提供了大量的机械、热和电气性能。这些范围从低导热陶瓷,如氧化铝,到高导热陶瓷,如金刚石,以及从低密度电绝缘体到超导陶瓷。压电陶瓷提供了几乎独特的能力,将电能转化为机械运动,反之亦然,和材料,如-氧化铝和氧化锆,显示离子传导,被用作传感器。欧洲杯足球竞彩这些材料的应欧洲杯足球竞彩用范围很广,但其开发主要集中在汽车、发电和电子行业。 先进陶瓷市场在美国最近对美国先进陶瓷市场的研究表明,先进陶瓷材料的使用正在增加,并将继续增加。欧洲杯足球竞彩占主导地位的市场领域是电子产品,占65%的市场份额。这一领域包括集成电路和电容器等成熟技术,以及压电陶瓷和超导等相对较新的领域,预计下个世纪将继续稳步增长。增长速度第二高的是结构陶瓷,其中碳化硅、氮化硅、氧化锆、金刚石和陶瓷基复合材料等材料被开发为切削工具、磨损部件、传感器和生物材料欧洲杯足球竞彩。 陶瓷中的应用应该记住,一般来说,陶瓷只应在需要其特殊性能的地方使用。在上述所有应用中,一个共同的问题是,陶瓷组件在某种程度上与其他东西(由另一种材料制成的机器/设备的另一部分,或者可能是外壳)相连接。在这一点上,需要某种连接或关节。 陶瓷连接技术陶瓷本质上很难加入自己或金属结构 - 其强离子和共价键合的结果。然而,有几种完整的技术可用,包括机械连接,粘合剂,焊接/钎焊和玻璃金属密封。这些通常在接头的温度要求的基础上选择,易于实现,功能等。还有其他更不寻常或特定于应用的方法,例如微波粘合,超声波焊接和摩擦焊接。在许多加入过程中,可能是用于加入陶瓷的主要和最适应的技术是钎焊。 陶瓷钎焊钎焊是液相方法,其特别适合于制备接头和密封件,并且是用于陶瓷的接合建立的技术。钎焊工艺可以很容易地适应于大量生产的部件,诸如那些在电子和汽车工业使用。 钎焊钎焊的字典中的定义是说一“的两块金属的加入通过融合邻接面之间的黄铜或粗锌层”,并可能是一个16世纪的法国字义“烧”推导。所述过程基本上包括钎焊和熔材料的两片之间流动。这通常被称为“润湿”,是绝对关键的 - 尤其是钎焊陶瓷时。目前存在可以材料之间进行融合以产生接头的许多材料欧洲杯足球竞彩 - 那些上述熔化〜450℃被归类一个,铜焊,材料低于〜450熔化°C称为焊料。 润湿如果钎焊合金在两个陶瓷之间熔化,由于润湿性差,很可能导致接头不良。润湿性是根据熔化后钎焊件与基体之间的接触角来测量的。为了使湿性良好,接触角(θ)小于90°;湿性差时,倾角大于90°。图1显示了好的和坏的例子。
|
图1。两个润湿试验的结果显示较差(左)和好(右)润湿。 |
提高润湿性的方法有两种基本原理:在陶瓷表面涂一些东西,使钎焊器变湿,或者在钎焊器中放入一些东西,使钎焊器变湿。表面处理包括金属化、金属涂层和金属氢化物处理,而钎焊改性涉及一种称为活性金属钎焊的过程。在这两种情况下,实际的钎焊操作要么在受控的气氛中进行,如氮气或氩气,要么在大于10的真空中进行-4新墨西哥州-2。 “Moly-Manganese方法”最广泛使用的金属化方法之一是所谓的“钼锰”工艺,它特别适合于氧化铝的钎焊。它广泛应用于电子和电气工业,用于生产超高真空设备的陶瓷-金属密封,如隔离器和功率半导体外壳。2020欧洲杯下注官网 在其最简单的形式中,玻璃、钼和锰的混合粉末通过油漆或丝网印刷应用到氧化铝表面。然后,氧化铝组分在湿氢气气氛中加热到~1500°C的温度。在钎焊之前,金属表面镀镍以改善润湿性。该组件使用常规钎焊,如72wt%Ag-28%Cu共晶合金,选择其中等熔化温度(780°C)和良好的延展性。可以使用其他熔化温度更高的钎焊合金,如82Au-18Ni,以及更高温度要求的镍铬基和钯基合金,如图2所示。
|
图2。主要钎焊合金的家庭,包括常见的活性钎焊合金和它们的熔化范围。 |
尽管需要许多步骤,钼锰工艺是可以自动化的。这一过程依赖于晶间“玻璃”相的存在,这种“玻璃”相存在于几种陶瓷中,特别是氧化铝和氮化硅,在这些陶瓷中玻璃起到了粘结剂的作用。如果没有这种玻璃,如氧化锆和碳化硅,则需要采用不同的金属化方法。 金属化陶瓷表面可以使用许多方法来直接金属化陶瓷表面。最简单的方法是通过将陶瓷表面电镀用Ni或Cu钎焊。然而,这并不总是尽可能不可能的,并且并非所有陶瓷都是导电的。其他方法包括气相沉积和溅射涂层,允许粘附着陶瓷并被熔融钎焊的金属沉积。第三种方法是使用“活性”金属氢化物在陶瓷和钎焊合金之间形成反应层。 金属氢化物
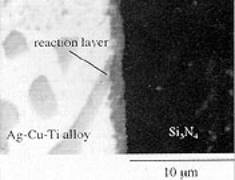
某些金属氢化物具有湿润,但没有预先金属化的陶瓷表面的能力。氢化物 - 通常Ti或有时锆 - 减小,并且同时钎焊在受控气氛(真空或惰性气体),在相对低的温度,从而允许快速的钎焊周期。然后通常的Ag,Cu或Ag-Cu共晶钎焊合金。 “活性金属工艺”“活性金属”过程类似于金属氢化物过程。这两个过程都需要一个“活性”元素与陶瓷发生反应,在陶瓷和熔化的钎焊件之间形成反应层,将界面能降低到陶瓷发生润湿的水平。用于此工艺的活性元素包括Ti、Zr、Hf、V和Al。这些活性元素中最著名的是Ti,它被用于许多商业可用的钎焊合金中。 活性金属过程已经取代了氢化物过程,并且是一个单步操作。相比较而言,钼 - 锰过程典型地具有五个步骤。钎焊可以在一定温度范围在受控气氛的进行,根据所用的合金。 活性钎焊合金活性钎焊合金的成分不断变化和修改,以满足不断增长的要求,允许金属与陶瓷结合,而不需要陶瓷表面的金属化。商业活性钎焊合金主要以Ag、Cu或添加钛的Ag-Cu共晶体系为基础。这些和其他可用的钎焊合金系列如图2所示为熔点的函数。 如何活性金属工艺厂人们已经进行了大量的研究,以了解使用这些活性金属合金连接的陶瓷的润湿特性、反应动力学和连接行为。图3显示了Ag-Cu-Ti合金钎焊到氮化硅衬底的扫描电子显微镜(SEM)图像。
|
图3。活性金属钎焊件与氮化硅之间反应层的扫描电子显微照片。 |
反应层清晰可见,许多研究表明,该反应层的过度生长可能不利于钎焊接头的强度。虽然许多反应产物是可能的,但热力学分析可以确定哪些产物是有利的。表1显示了TiN, Ti5.SI.3.TISI是氮化硅的主要反应产物。 钎焊合金一些钎焊合金最近已经进入市场设计用于特定的需求,即,高温钎焊SiC构成。这些是基于过渡金属-Si共晶合金,产生能够在过量的1200℃的温度下存活的关节。使人感兴趣的另一种合金是低温活性钎焊(或焊料),在〜420℃,这可以在空气中加入陶瓷(和金属),而不是保护气氛熔化。 陶瓷颗粒增强焊合金另一种创新在钎焊合金中掺入陶瓷,以提高其强度并降低其热膨胀系数(CTE)。一个例子是在冷却中改变普通的活性金属钎焊,其在原位金属基质复合材料中形成。已经表明,随着未原始的钎焊合金相比,接合强度随着陶瓷颗粒的增加而增加,陶瓷颗粒数量小,图4.对该概念的未来工作将扩展到更高的温度钎焊合金。
|
图4。20vol% SiC增强活性金属合金的扫描电镜图,并比较了未增强和5vol% SiC增强的钎焊接头的强度。 |
高温活性金属钎焊件大多数商业活性金属钎料已经开发出适度的温度使用,高达约450℃。然而,陶瓷的许多有吸引力的性质之一是它们存活高温的能力 - 例如,氧化铝通常具有1700℃的上使用温度。因此,所使用的钎焊合金需要具有比目前可用的更高的温度能力。一种方法是用反应性或难熔金属(W Mo,Ta,Cr)涂覆陶瓷,然后使用高温钎焊合金,例如钯和基于铂的系统。这类似于金属涂层中描述的方法,并且已成功用于加入许多高温陶瓷。 要调查的替代方案是一个范围的高温活性钎焊合金,能够在温度超过650℃长期使用的。虽然这些合金不是目前商业上,他们是极大的兴趣,用在未来的商业化潜力。理想地,这些合金将保持其强度和延展性在温度,以及具有良好的抗氧化性。具有这种性质的合金包括Pt-Cu-Ti系,钯镍 - 钛和Co-Ti系。已经显示的是一个有源钎焊合金,60Ta-30W-的Zr,可以使用加入石墨,其用于超过2700℃。 联合设计在钎焊陶瓷时,特别是对具有不同CTE的材料,必须仔细考虑接头的设计。欧洲杯足球竞彩通常,陶瓷的cte低于大多数金属(和钎焊合金),这意味着,从钎焊温度冷却,钎焊合金和金属部件将比陶瓷部件收缩更多。这将把残余应力引入接头。由于陶瓷的压缩性能更好,如果可能,应设计关节以保持陶瓷部件在压缩中。 必须考虑的另一个因素是陶瓷的脆性和避免尖锐的边缘/在接合部分的变化。这些点可以作为应力集中点,潜在地成为陶瓷或关节断裂和失效的起始点。接头设计、钎焊合金选择和钎焊温度的最佳实践将有助于降低接头中产生的残余应力。 联合建模建模可以用来预测钎焊接头的失效,并比较许多不同的接头设计,因此减少了所需的钎焊试验次数。对于简单的构件形状和节点设计,可以使用解析方法。然而,在大多数情况下,构件或接头过于复杂,因此需要数值方法,如有限元分析(FEA)。 有限元分析对于FEA,通常通过将其视为小型简单部件的组装来建模复杂组件,称为元素。元素组件(或网格)给出了组件的几何表示。使用计算机允许在任何实际钎焊之前建立一个“虚拟实验室”以测试不同的联合配置,钎焊合金和钎焊条件。这种技术非常强大,并且在开发工作中正在使用更多,不仅用于钎焊,而且是其他加入技术。 |