地形学在制造质量保证中变得越来越重要。这涉及到宏观尺寸到中型光学的表征和使用相干扫描干涉仪的制造过程的优化,例如,直接与抛光过程相关的接触点的测量,以及如何更好地优化制造。
轮廓或简单的平面度测量是不够的,而通过线轮廓仪或基于显微镜的系统进行面积测量是非常耗时的。在制造过程中,质量保证是成本敏感的,特别是当需要100%的控制和优化时。微距透镜光学计量工具可以克服这些缺点。我们研究了使用大面积相干扫描干涉仪进行制造,包括测量。根据参数公差和给定的周期时间,提出了如何为制造过程提供重要测量反馈的解决方案。
介绍
今天,许多工件必须用高精度和非常紧的公差来制造。在许多行业:光学、电子、半导体和机械部件都使用抛光工艺完成。这是一个直接和常用的整理过程;然而,当你开始使用珍贵的材料和昂贵的涂层时,就会出现复杂的情况。欧洲杯足球竞彩为了对抛光优化的部件准备有快速的响应,通常需要计量反馈。测量应该经常在生产线附近进行,在某些情况下,如果需要对零件进行100%的控制,应该接近在线。注:这对计量来说是一个挑战,因为额外的要求,如振动、灰尘、温度变化等环境条件比实验室的条件更糟糕。您不仅需要考虑外部对测量的影响,更重要的是应该考虑XYZ操作和功能的实际测量工具窗口。在光学工业中,传统的测量方法会考虑基于显微镜的粗糙度测试仪和传统的菲索干涉仪的平整度。这些技术对于单个组件来说可能很好,但当面对一组组件时,所有组件都是在同一个基座上抛光,那么这些常用的仪器类型就会超出它们的XYZ性能范围。 In the following sections investigations of the optimization of a manufacturing process using a macro lens large area Coherence Scanning Interferometer (or White light Interferometer) is described.
什么是光学抛光?
先进光学制造的目的是制造高精度的光学表面。抛光是一种通过去除粗糙或损坏的表面层,将最终表面改善并平滑至高质量表面来产生高质量表面光洁度的方法。抛光包括使用游离颗粒,这些颗粒通常悬浮在液体中,而不是像研磨时那样粘合在砂轮上。这是一个与生成名义上理想光滑表面相关的过程。
高精度光学元件使用从玻璃到金属等多种材料制成。欧洲杯足球竞彩这些部件通常经过抛光处理,以满足光学表面光洁度的要求。
抛光的优良表面光洁度使其广泛应用于精密机械和光学元件的制造。
表面检查,局限性和问题
需要检查表面的光滑度和平整度。通常使用显微镜底座粗糙度测试仪测量平滑度,使用大孔径菲索干涉仪测量平面度。对于显微镜,以测量更大的表面总是需要某种图像拼接,当你考虑的操作视野,然后缝合大面积将是费时的,有疑问的准确性和实际数据集大小的限制。对于单个部件的平面度测量,通常使用Fizeau型干涉仪进行测量,但当呈现在同一基板上抛光的一组部件时,该常用仪器可以延伸其XYZ性能包络线。菲索干涉仪使用干涉技术,通过相移法分析透射波前。这种传统的相移方法适用于测量奇异平坦光滑表面,但不能用于测量信息孤岛、断裂、不连续表面或大台阶高度。因此,很难将不同的平面构件相互关联,并确定它们之间的高度和角表面关系。
因此,当需要测量、理解、控制和改进小型光学元件聚集在一起的制造过程时,制造过程中就会出现问题。按照光学、电气或半导体制造行业的惯例,这些将在单个安装块上同时进行。当完成安装在单一光学安装块上的多个表面时,每个组件在高度和角度方面的相互关系可能会出现问题。这些微小的差异可以通过足够长的抛光过程来解决,但是如果您的公差很小,或者表面涂层很薄,包括贵重材料、昂贵的涂层、临界大台阶高度或紧密的部件厚度。然后,它可能会被证明是非常耗时,昂贵和失败的部分;昂贵的涂层被完全磨光或厚度超出公差范围——导致出现故障的部件。欧洲杯足球竞彩
微距镜头计量-专业。冲浪TMS 500
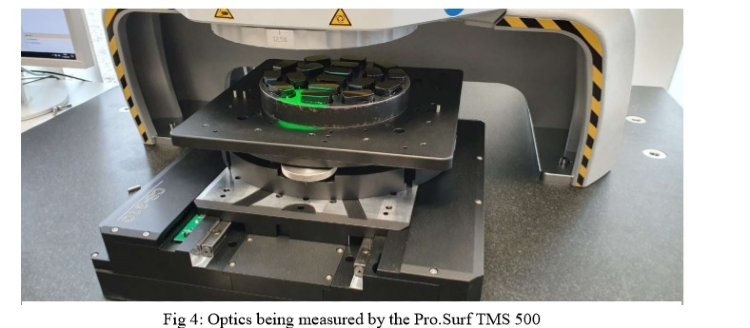
Polytec长期以来一直与世界领先的光学元件计量技术相联系,现在推出了Pro。冲浪TMS 500。箴。Surf tms500是新开发的非接触式相干扫描干涉仪。
该仪器是微距透镜光学配置,这意味着它有一个大的单场视野,高达44.9毫米x 33.8毫米。通过图像拼接,可测量高达228毫米x221毫米的区域。最大距离为83毫米,步高范围可达70毫米,Z分辨率达到纳米灵敏度水平,使其成为精密光学元件的一种有趣的测量工具。值得注意的是,在大台阶上可以获得非常好的台阶高度测量不确定度,例如,在1 mm台阶测量上的最大偏差为0.07µm是可能的,但需要与Polytec密切讨论。
总之,Pro。冲浪TMS 500has some novel XYZ measurement capabilities. The instrument can generate a 3D representation of a structure by scanning the macro lens CSI fringes through the surface in a ‘Z’ direction. Then processing this information to transform the data into a quantitative 3D image, while still being able to inter-relate surfaces, angles, steps, flatness and parallelisms. The Pro.Surf TMS 500 is specifically designed to measure large steps and flat surfaces to a tight measurement tolerance with stable repeatability.

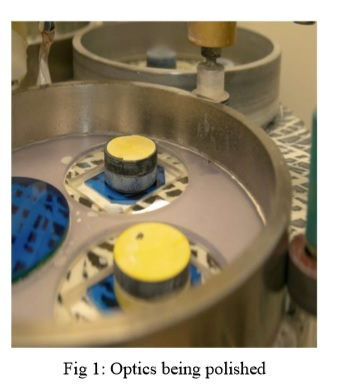
案例研究:多重光学的光学抛光
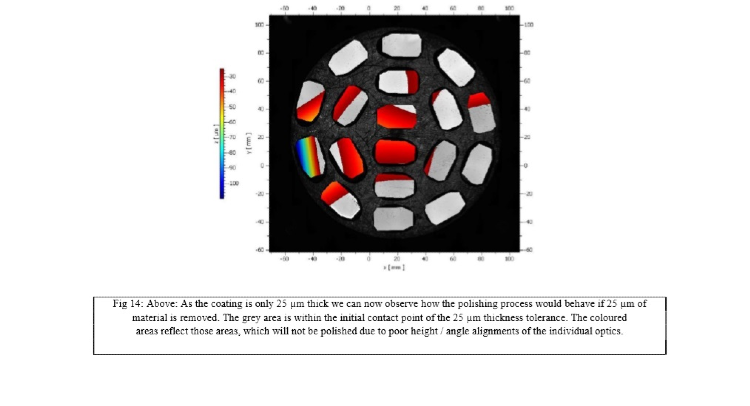
测量任务是评估每个光学元件的水平,并利用这些信息来帮助优化制造过程。制造商的问题是,光学元件安装在基座上,准备抛光,这些光学元件有25µm厚的珍贵材料涂层。一旦所有的单个光学元件都安装好了,光学元件块就被倒置放置在抛光机上。制造商想知道当放置到抛光机上时接触到的峰值接触点。因此,应评估各构件的面间高度和角度。每个独立的光学元件必须放置在25µm的高度内,平整度和角度公差,或者抛光过程可能会完全去除一些导致组件不合格的涂层。
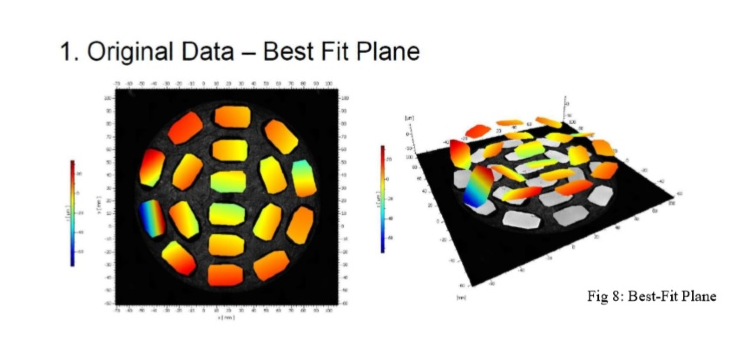
对于三维地形测量,主要需要光学方法。X面和Y面水平方向成像采集密度高,可快速采集大量数据。例如,在仪器内使用一个2mb的摄像头,可以同时获取200万个独立数据点。根据原理,干涉仪的垂直精度与视场无关。因此,可以非常准确地描述更大区域的表面形态参数。这与单波长菲索干涉仪只能测量平面度相反,白光干涉仪可以研究粗糙和光滑表面的台阶或不连续,因此这些仪器在研究和质量保证方面非常有用。
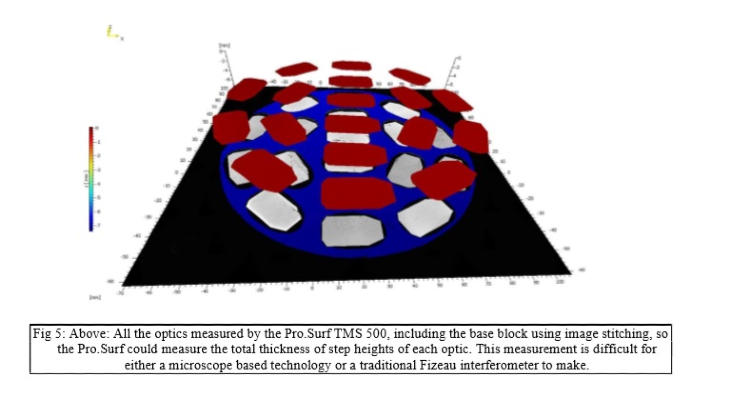
白光干涉仪可提供快速结果,且与给定的相机帧速率无关。扫描方向上的大步跃加速测量。使用具有44.9 mm x 33.8 mm宏透镜的中孔径相干扫描干涉仪(Polytec Pro.Surf TMS 500)快速测量大面积视场。使用图像拼接可以测量较大的对象。
重力正念水平校正算法
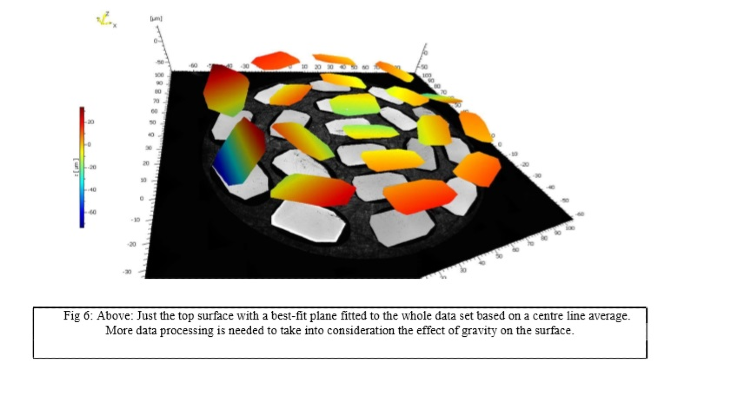
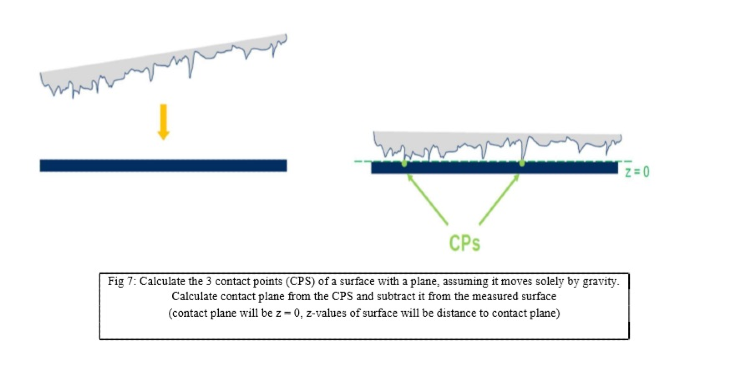
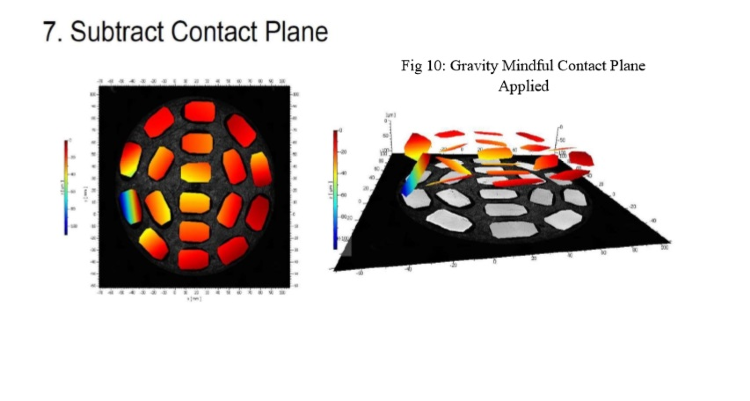
如果简单地将一个简单的最佳拟合平面拟合到数据上,则该中心线平均值不太可能反映重力对表面的影响,并且无法很好地传达重力接触点与抛光过程的关系。为了满足25µm厚涂层的抛光控制要求,必须开发一种新的表面整平算法。其目标是计算曲面与平面的三个接触点,假设样本仅通过重力移动。
接触面计算
处理步骤如下:
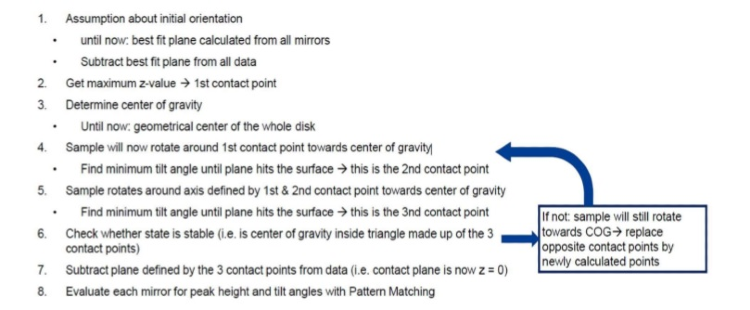
注意:模式匹配和自动化例程现在可以应用于任何数据。通过/不通过数据处理是完全可能的,包括平面度、台阶、平行度、角度甚至纹理参数。
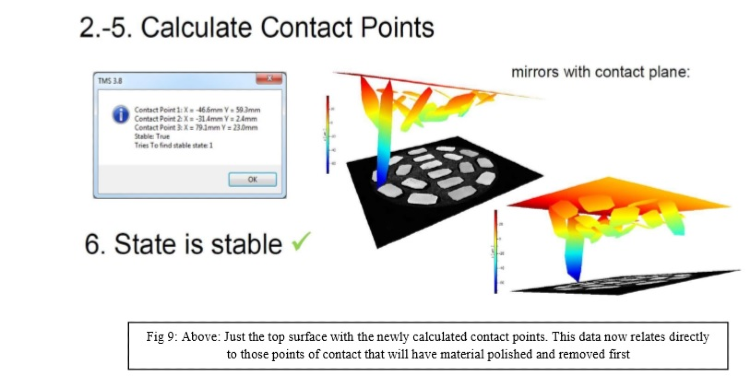
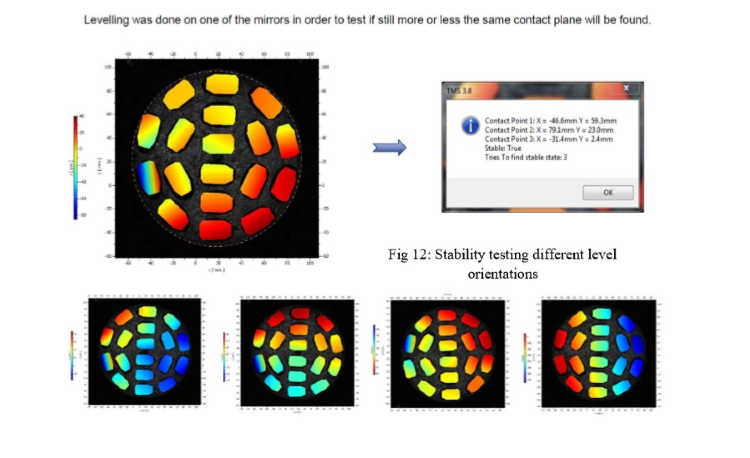
级测试
为了测试算法的稳定性,采用了测量曲面的不同初始方向作为输入。我们发现,对于这个样本,无论初始取向如何,计算出的接触平面都是相同的(示例见下图)。对于某些初始方向(特别是较高的倾斜角度),寻找稳定状态的次数增加了。然而,它从未超过15,因此,该算法在任何情况下都能快速执行
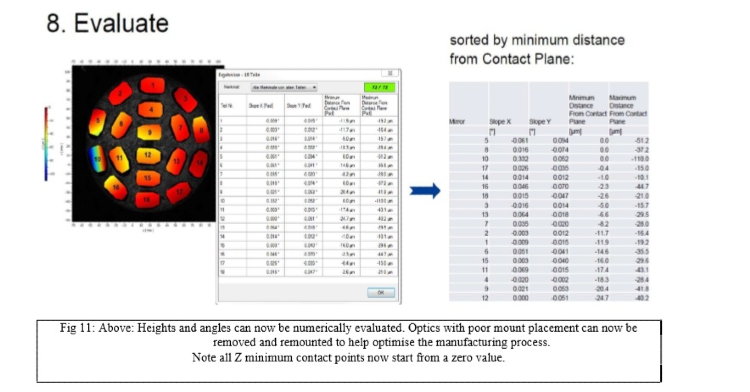
上图:高度和角度现在可以数值计算。光学元件安装位置差,现在可以移除和重新安装,以帮助优化制造过程。注意所有Z最小接触点现在从零值开始。
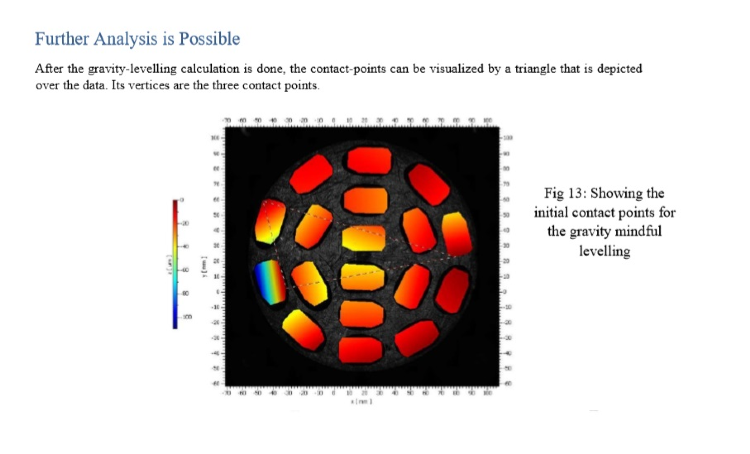
进一步的分析现在是可能的。为了研究在抛光时光学的哪个区域首先被去除,可以使用z距离剪辑过滤器。在下图中,距离零接触点25µm范围内的所有数据都被删除了(灰色)。虽然没有更多数据点的光学现在被认为是抛光的,但有颜色的区域仍然没有被抛光工具触及。因此,假设有25微米的有价值的涂层,这种光学装置不能在没有去除某些区域的涂层的情况下进行抛光,而不会留下部件被拒绝的问题。
附加平面度和台阶高度的光学测量
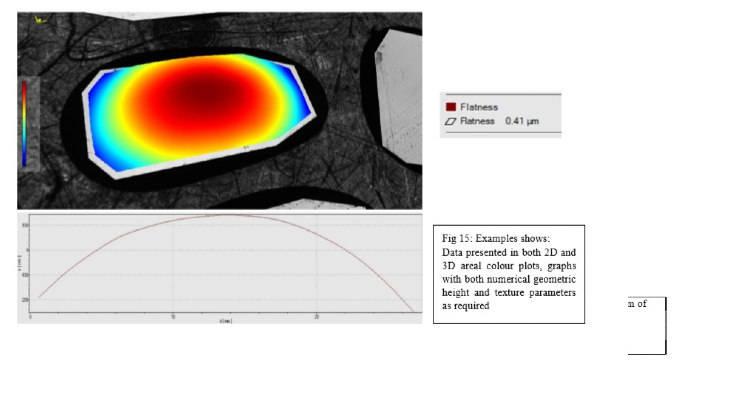
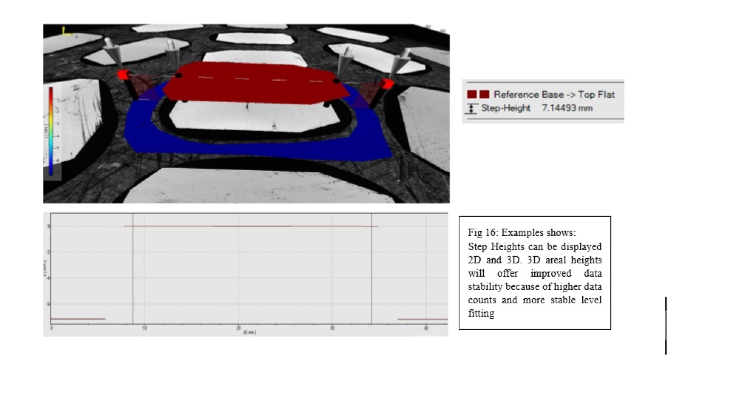
以及测量和识别各光学元件的面间高度关系水平。每个光学表面的平整度和台阶高度可以单独分析。二维和三维区域彩色图都可以显示和数字处理。3D面积高度将提供比2D图更好的数据稳定性,因为更高的数据计数和更稳定的水平拟合。
测量注意事项
对这些25µm厚涂层表面的测量进行了数值处理,以直接了解抛光过程的效果。通过总台阶高度测量可以观察到要去除多少材料,并且可以通过数字识别需要重新安装的光学元件,以帮助避免涂层的完全去除或部分抛光。这种微小的高度差可以通过远心光束路径在70mm的扫描范围内测量。然而,由于数值孔径较小,远心宏观透镜装置的横向分辨率大于微观装置的横向分辨率,但在这种情况下,不需要更精细的空间频率信息。
一个重要的影响是外部或诱发的环境振动,它改变了被测表面、工件夹具和测量仪器之间的距离。由于白光干涉测量法是一种扫描方法,仪器在测量过程中,如果存在振动,则仪器与样品之间的相对运动被解释为波面。这些外部产生的振动可以通过主动振动控制和/或软件算法加以抑制。
另一个重要问题是自动化,特别是当需要在线测量或“一键式”常规测量时。这里的测量和评估算法应该非常稳定,设置由管理员或专家通过基于配方的教与学软件概念进行定义。粗糙度值可能会受到尖峰的影响,尤其是当它们与粗糙度本身的大小相似时。此外,非常关键的是单尖峰,这可能导致平面度的结果完全错误。通常,这些算法可能依赖于真实曲面,并且没有通用的配方。由于a-先验知识不具有影响结构的小功能,因此有时不仅可以去除单个尖峰,还可以应用更长波长的低通滤波器以避免额外的伪影。这样,例如,可以进行常规测量。此外,对于在线测量或靠近生产线的测量,还必须考虑环境的影响。
结论
中孔径相干扫描干涉术是一种有效的研究和工业质量控制方法,特别是在面积测量方面。需要进行面积测量,因为它们可以在较短的测量时间内提供有价值的信息。在某些情况下,可以缩短测量时间,以匹配循环时间或增加测试样本的数量。自动测量可用于生产线附近的在线和/或样品控制。但是,必须考虑工件和环境的影响。最重要的是,考虑测量工具的XYZ包络的测量性能是至关重要的。这里,宏透镜干涉仪在Z范围内扫描高达70 mm,垂直分辨率<1.45 nm,XY区域大小高达228 mm x 221 mm,关键是相干扫描宏透镜干涉仪可以处理大区域上的数据孤岛、平面度和台阶高度。除了XYZ操作窗口外,与曲面功能相关的分析、曲面功能的生成和创建都具有需要满足的严格公差。对于该测试用例,需要控制25µm厚的涂层。“特殊重力”整平算法考虑了材料移除的方式和位置。最后,其他影响因素:环境振动、数据屏蔽、正确的数据过滤、自动化和鲁棒性测试都应考虑到这一特殊的制造挑战。
参考文献
[1] Dresel T et al. 1992 Applied Optics 31 919。
[2] Malacara D 1992 Twyman-Green干涉仪光学车间测试,Ed. D. Malarca, 2版,纽约:John Wiley & Sons
张志强,王志强,2011,相干扫描干涉仪的特性,光子学报。:号码311 012030
[4] Boedecker, et al. 2011大规模扫描白光干涉仪z轴的标定,J. Phys. 2011。:配置号311 01202