差不多一个世纪前测量表面粗糙度的概念开始作为停止采购商和制造商之间的争议和不确定性的一种方式。
如今,它是一个共同的标识符,用于确认遵守内部和监管规范,验证制造过程,保证最终产品的性能和质量的依据。
基于手指触摸或肉眼观察表面的主观质量判断已经慢慢被定义良好的公式和无偏度量所取代。平均粗糙度(Ra)是为这些尝试开发的第一个参数,由于许多原因,它仍然是今天使用的主要参考参数。
首先,平均粗糙度易于计算,甚至使用模拟方法,这在各种行业的早期实施中至关重要,也使其成为当前表征的方便和快速的技术。
其次,RA参数是一种稳健的计算,其平均值数据和提供恒定结果,而不管粗糙度模式如何。这是一个非常关键的,不仅可以帮助大量的工业制造过程,还可以为工艺改进提供固体基线。
使用RA作为符合资格的关键参数表面粗糙度依靠定义的标准样品(标准)进行所需的轮廓测量。对于单线轮廓来说,这是相当容易制造的,并且经常用来检查粗糙度测量系统是否校准正确。
这确保了针对特定表面提供的RA值与建立的参考值相关联。这些标准还有助于实现多工业站点的共同参考,并在多计量系统中提供刀具与工具相关性。
虽然最初,这些标准是为触控笔的单线测量而设计的,但它们也可以验证非接触和联系人的剖面仪,收集正确的结果。
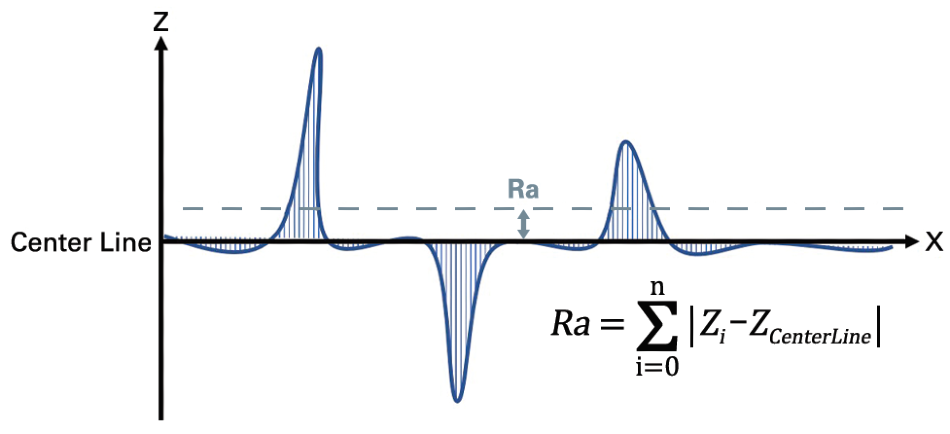
图1。平均粗糙度计算说明。图像信用:布鲁克纳米表面
本文概述了使用白光干涉测量(WLI)光学分析仪的平均粗糙度测量。除了来自ASME B46.1-2009的一些规范性标准要求,还讨论了空间过滤器,1ISO 13565 - 12和JIS B 0671-1。3.
除了从ISO 25178-2的全部面积测量标准的适用性和适用性的优势和领域,还涵盖了WLI选择的关键技术原因。4.
粗糙度与空间滤波
在制造过程中,产品是通过总结成技术图纸的关键尺寸来定义的。粗糙度是一个特定的关键参数,它决定了表面测量偏离特定形式或形状的程度,高度变化在毫米水平范围内。
另一个参数的一部分波纹,在地形上的波动更大。产品的表面是形状,形式,波纹和粗糙度的聚集体,所有定义为所需的体积。In this way, roughness can only be calculated after the proper selection of spatial components, excluding form, shape, and waviness.
粗糙度测量始终包括步骤,其中通过后处理(例如,高阶多项式拟合和/或空间滤波)或通过物理滑行(与某些触控笔分析器一起)进行拆除。
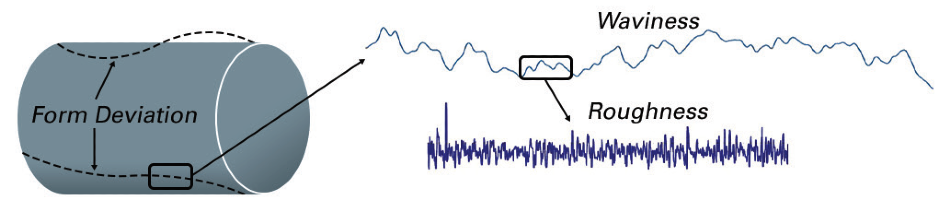
图2。确定圆柱形部分的粗糙度。图像信用:布鲁克纳米表面
首先,使用高通滤波器利用远程地形波动或等效的低空间频率,这只允许快速拓扑变化通过。
反之亦然,剖面上的短时间快速变化通常表明存在噪声,这在粗糙度测量中不应考虑。在这些情况下,高空间频率被排除通过一个低通滤波器。
因此,RAW测量型材通过带通滤波器以获得更高和更低的空间限制。这些边界被定义为ISO 4287和ASME 46.1规范中的λc和λs截止参数。
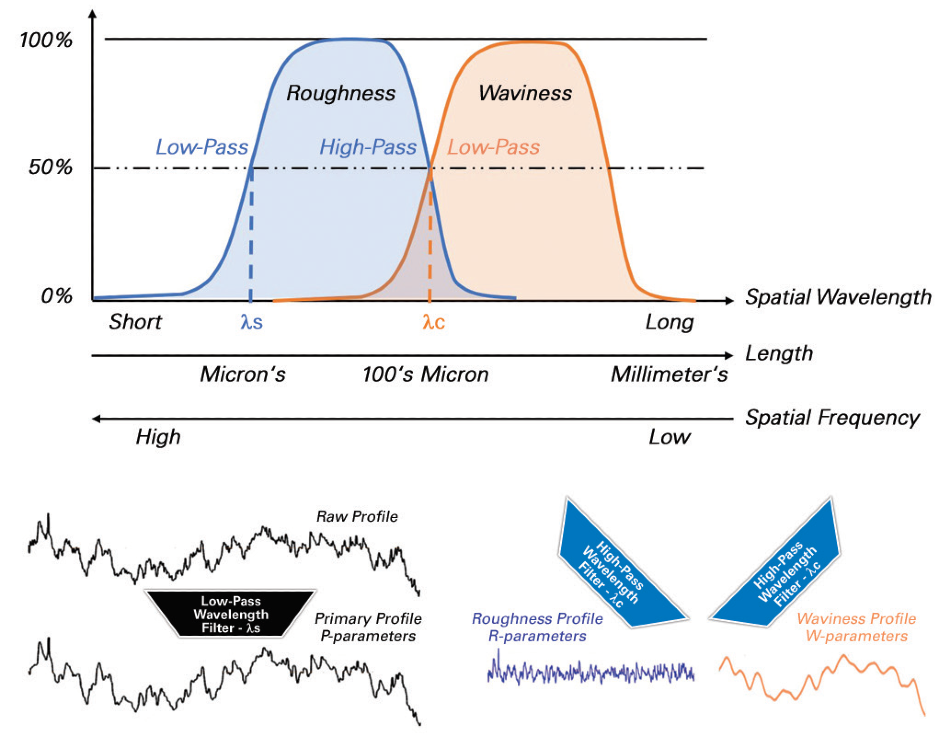
图3。空间过滤器定义与相关的派生参数和结果概要文件。图像信用:布鲁克纳米表面
虽然过滤是测量粗糙度的重要组成部分,但应认为过滤器也可能扭曲测量的地形。例如,RC滤波器的传统就业是众所周知的,用于触发所需排除频带的边缘效应,以便在配置文件的开始和结束时使用排除频带,以便去除虚假数据。
RC滤波器也易于围绕突然高度变化扭曲地形,如峰或凹坑。因此,该过滤器主要通过更可靠的过滤器更换电流使用,如样条相位补偿和高斯滤波器。
最近,对表面粗糙度的不断利用引发了对更高级滤波器的需求,比如鲁棒高斯滤波器,5.这是ISO 25178标准的一部分。这些过滤器为避免边缘效果提供了独特的好处。
通过有效去除整个测量场的波纹,同时准确捕捉地形的细微变化,可以实现粗糙度计算。
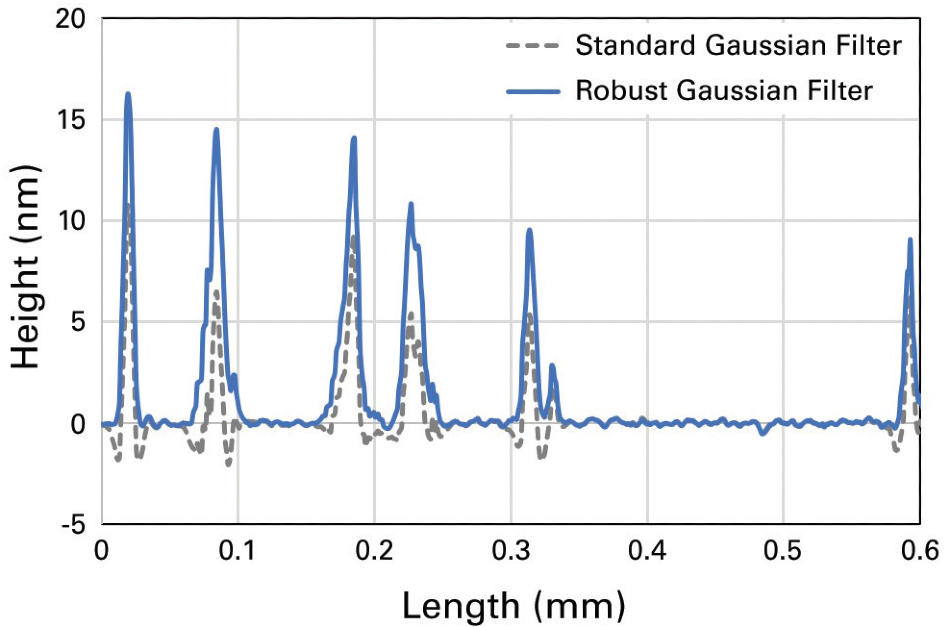
图4。绘图显示空间滤波器的优点。图像信用:布鲁克纳米表面
配置文件与区域测量
基于手写笔的简档捕获了平均粗糙度,并为近一个世纪成功评估了零件的质量。通用转动,铣削和其他CNC加工过程全部留下明确定义的方向,在粗糙度发生的情况下。
在这些情况下,垂直于主加工迹线拖动触控笔允许精确可靠地测量表面纹理。这种类型的测量现在称为1D类型,其中高度(z)表示与扫描长度(x)表示。
然而,在过去的二十年中,对表面计量的更高层次的复杂性是通过对更高的制造效率和成本和节能的需求来驱动的。现在设计了表面以提供特定目的,使粗糙度参数成为最精密工程部分的更为关键的参数。
为了提高性能,或改善寿命或润湿性,表面纹理在各个方向上(例如,具有较低系数的摩擦系数)。这些过程中的每一个都难以使用单线剖面来评估,使得多站点测量和更好的统计技术。
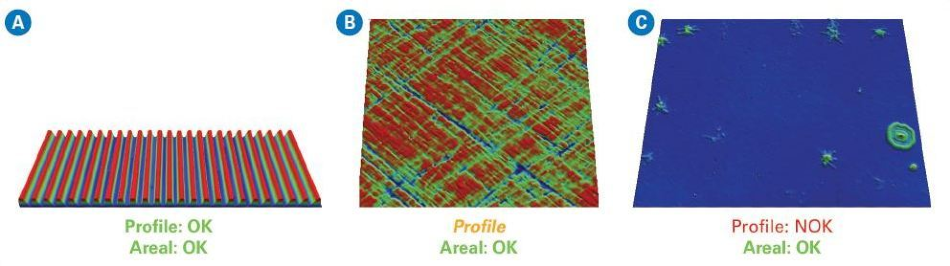
图5。三种类型的表面显示不同适用性的剖面仪或面积形貌测量:(A)轮廓粗糙度标准;(B)孔缸上的交叉舱口纹理;(C)光学窗缺陷。图像信用:布鲁克纳米表面
由于纯1D粗糙度测量中的这些生长局限性,已知为2D测量,已知为2D测量的全部面积粗糙度计量成为表征表面粗糙度的最常见方法。
这些测量绘制垂直高度与x和y方向。可用的第一种方法还基于手写笔分析器功能,将众多相邻线组合到一个区域。
这种技术的主要缺点是测量时间长,通常需要一个小时或更长时间才能获得两个方向上的高横向分辨率,加上由于机械漂移造成的每条线之间的固有波动。
基于干涉测量技术,许多基团在使用光学显微镜来测量90s中的地形。6.这允许快速(秒到几分钟)非接触式粗糙度测量。
从那时起,面积粗糙度测量方法已经增长,包括共焦,7.焦点变化,8.和数字显微镜技术。这些方法全部捕获完整的视野,并为图像的每个像素制定专用高度位置。它们现在被称为2D(区域)。
应该认为还有3D方法测量全体积,包括再参与者和多孔表面(例如,共聚焦X射线断层扫描)。然而,这些方法在不同参数中的excel比表面粗糙度接近。
除了沿着表面识别任何随机缺陷之外,在具有2D或面积测量的所有方向上捕获表面纹理变得更加简单。
除了更代表的整体表面纹理之外,它还会收集更大的领域,这使得通过可用量的统计数据量更高。
1D和2D测量方法在现代行业中共存。可以通过几个简介可以轻松捕获平均粗糙度,用于留下单一纹理方向的标准制造过程。
如果纹理有两个或更多方向,触控笔分析和区域测量都有效;使用手写笔分析需要多条线,更多的时间和更高的统计分析准确地呈现表面。
最后,光学面积测量是强制性的,以适当地评估随机和/或复杂的工程纹理的情况下的表面。
白光干涉测量分析器
非接触面轮廓仪广泛用于测量研发和生产环境中的粗糙度,由于当今许多制造的高度复杂性。虽然存在各种设计变化,但它们通常都有一个专门的刚性结构,作为高端目标和数码相机的平台。
他们还分享了垂直和横向分辨率是客观依赖的事实,这导致高度解决方案的常见就业,具有短暂的工作距离,以获得最佳的垂直分辨率。
基于WLI的分析仪是这种趋势的一个主要例外,其中垂直分辨率不仅与目标无关,而且它也达到了独特的子纳米级别。WLI分析器使用干涉测量目标,该目标仅在达到适当的焦点时才能通过Moiré模式显示样品表面。
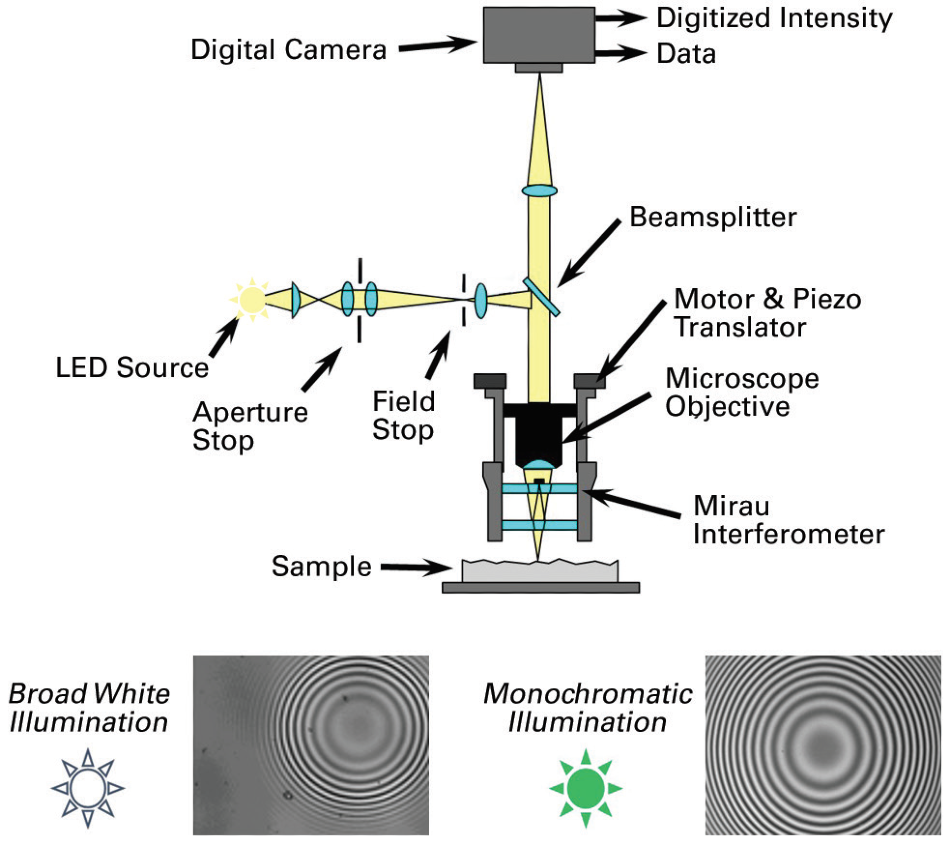
图6。WLI光学实现与显示不同的Moiré模式对照明。图像信用:布鲁克纳米表面
由于白光照明的相干长度有限,moiré的景深不超过±0.5µm,通过在几纳米内求出最大焦面可以很容易地计算出焦面。
这种焦点平面的急剧测定与目标无关,并且完全依赖于莫尔氏,这甚至具有低放宽的目标(例如,1x,2.5倍或5倍),可确保纳米精度。这种方法有多种优点:
- 在目标和表面之间的额外安全裕度以及目标具有挑战性地点的能力,加强了利用率提高
- 可以沿聚焦光束插入一个反射镜,使光路偏转,以更好地测量垂直墙壁
- 由于所有目标具有相同的垂直精度,预算分配和计量评估变得更加容易
- 可以使用长工作距离目标而不会影响垂直分辨率以在复杂部分上访问特定的或凹陷位置
- 拼接可以用来在更宽的区域结合高横向分辨率
- 如果需要低横向分辨率,则低放大率下的单个采集覆盖宽范围(100毫米2),允许高通量平整度控制,或使快速检测缺陷成为可能
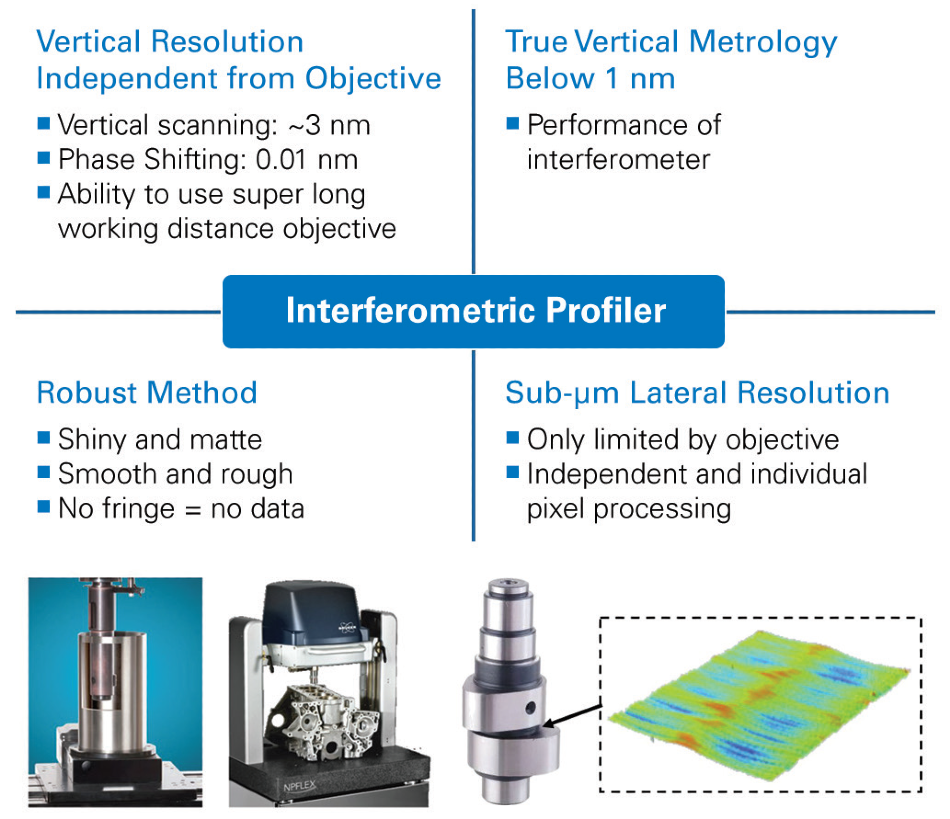
图7。WLI计量的属性。图像信用:布鲁克纳米表面
不仅是基于WLI的探查器符合条件,并被列为Areal Norm ISO 25178-204:2013的适当方法,其独特的垂直分辨率,它也被主要参考计量实验室(PTB,NIST,NPL,NPL,等人。)以校准伪影。
一些高级WLI分析器设计使用直接参考稳定的肝激光9.用于自动和自校准目的的基础上这项工作。
粗糙度计算
除了过滤,ASME B46.1,ISO 11562-1997和JIS B 0632:2001标准清楚地定义了表面轮廓的测量条件。在粗糙度计算之前,原始轮廓校正了形状。
接下来,它通过由截止λs建立的低通滤波器来获取主轮廓,P。在通过截止λc定义的进一步高通滤波器之后,计算用于去除波感粗糙度参数。
使用此粗糙度过滤器配置文件,确定所有R参数。过滤器由数学函数定义;最常校正高斯或曲序。对于周期性型材(例如,转动,铣削等),截止参数都设定为随机表面的预期平均粗糙度或峰之间的间距(见表1)。
表1。测量和空间滤波条件与预期轮廓粗糙度。来源:布鲁克纳米表面
| 周期性的概要文件 |
非定期配置文件 |
隔断 |
截止比率 |
评估长度 |
手写笔 |
间距距离
RSM(mm) |
Rz(µm) |
类风湿性关节炎(µm) |
λc(毫米) |
λs(μm) |
λc / sλ |
LM(mm) |
半径(μm) |
| > 0.013至0.04 |
到0.1 |
0.02 |
0.08 |
2.5 |
30. |
0.4 |
2 |
| > 0.04至0.13 |
> 0.1至0.5 |
> 0.02到0.1 |
0.25 |
2.5 |
100. |
1.25 |
2 |
| > 0.13到0.4 |
> 0.5到10 |
> 0.1到2 |
0.8 |
2.5 |
300 |
4. |
2 ((电子邮件保护)>3μm |
| > 0.4至1.3 |
> 10-50 |
> 2到10 |
2.5 |
8. |
300 |
12.5 |
5或2 |
| > 1.3至4.0 |
> 50. |
> 50. |
8. |
25. |
300 |
40 |
10,5或2 |
使用截止值,标准导出精确的测量行程(LT),包括通过预先和后延伸的评估长度(LM)。在高斯滤波器的实例中,预先和长度对应于λc/ 2长度,以减少扫描开始和结束的潜在机械反对的影响,除了过滤边缘效应。
对于强大的高斯滤波器和现代光学分析器,不需要这种预防措施。评估长度对应于一系列五个样本长度;本身等于λc截止值。
这些严格的条件对于从完整的剖面中收集相关信息是必要的,也可以确保不同仪器之间的无缝比较。
平均粗糙度结果与选择的截止值直接相关,除了使用的空间滤波器。测量参数的任何变化反过来也会改变粗糙度输出:在不同测量系统之间进行相互比较时,所有的滤波参数必须相同。
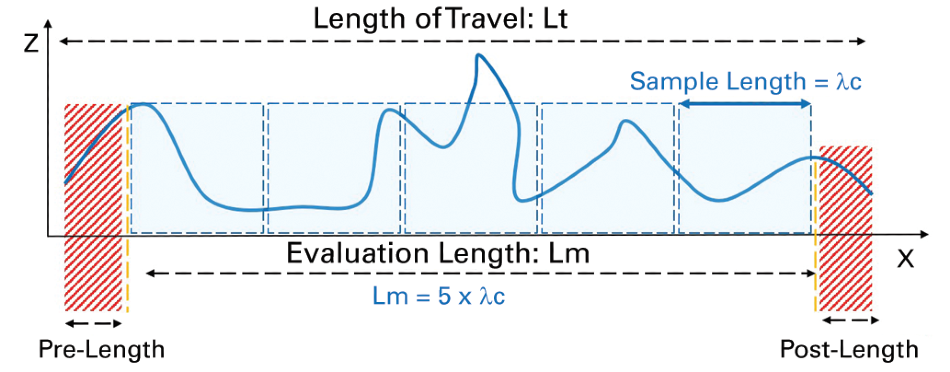
图8。有关总测量长度的详细信息。图像信用:布鲁克纳米表面
ISO 25178-2是面积测量中粗糙度计算的唯一标准。该规范将计算长度和截止值的选择留给操作符,但规定了对原始表面的逐步过滤。剖面仪收集的原始地表数据首先经过低通滤波(数字或空间),以消除噪声和异常值。
结果是主要表面值。大多数常见的空间过滤器基于强大的高斯或高斯回归,这对急剧转换提供了更好的响应,并且对边界几乎没有影响。
使用形状移除,主表面被进一步处理以创建S-F表面值。为了去除波纹,一个额外的高通滤波器可以用来创建一个S-L表面值。用户可以对边界进行进一步裁剪,以获得有限尺度的表面,并计算出粗糙度参数。
面积粗糙度标准在这些条件下没有区分参数:它们都标记为S参数。但是,ISO 25178在显示参数之前,需要列出整个后处理链,如交叉检查控制。
这同样适用于技术图纸上的粗糙度规格,其中必须清楚地标明精确的测量条件。
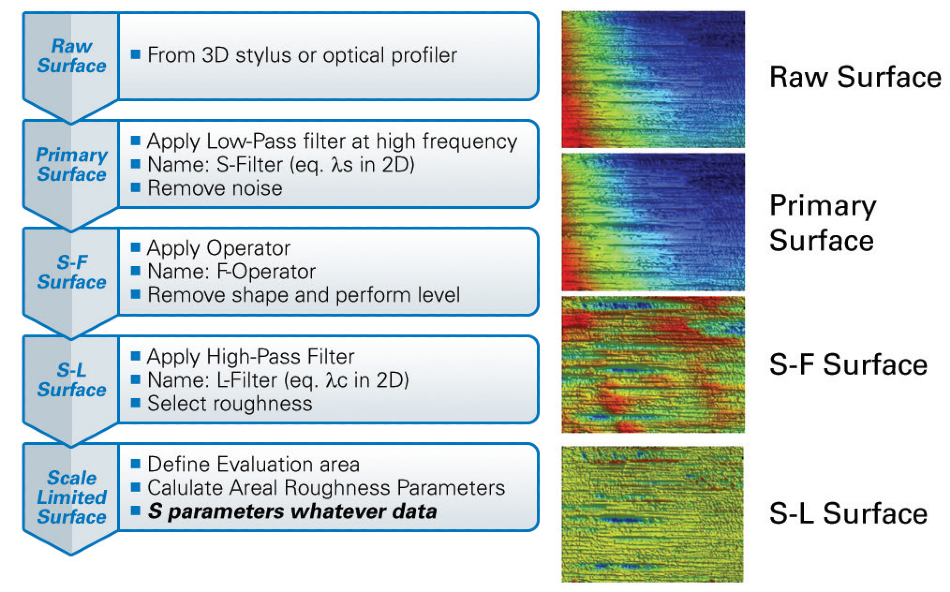
图9。分步处理的面粗糙度。图像信用:布鲁克纳米表面
用WLI测量粗糙度标准
测量亚微米粗糙度和表面纹理是核心应用之一基于WLI的分析仪。
其长时间的距离和大视野,结合该方法的独特子纳米垂直分辨率,使其适用于所有精密化工部件的计量,从伪造的扁平金属到复合/弯曲表面,如齿轮或孔缸。
进一步以这种灵活性,WLI光学分析器计量能力能力基准以认证的粗糙度标准。三种不同制造商的九个标准(Rubert,10.哈雷,11.n12.)被调查了。
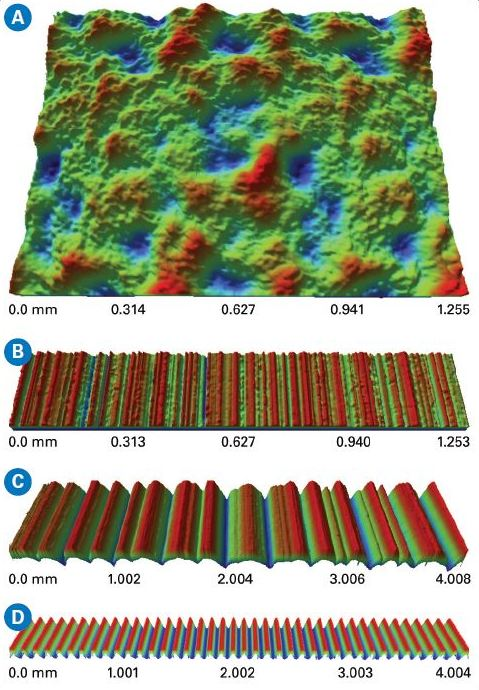
图10。在不同粗糙度标准的三维视图中渲染的地形:(A)面积;(c)随机资料;(d)正弦概况。图像信用:布鲁克纳米表面
目的是覆盖广泛的垂直和横向范围,以便在更大量的应用中确定计量能力。该技术还提供了垂直范围内的线性性能的全面评估。
为了代表这种本机制度测量技术的实际情况,一个区域伪像也是评估的一部分。
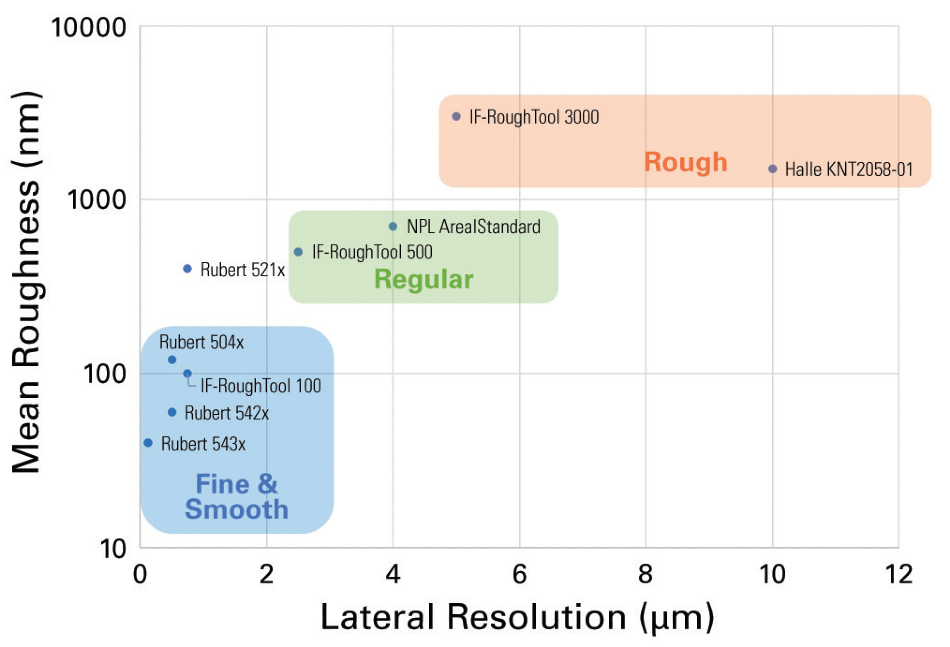
图11。标称平均粗糙度与必需的横向分辨率的图。图像信用:布鲁克纳米表面
技术考虑因素
常规的一维粗糙度标准主要是为基于触头的轮廓仪设计的。在这方面,横向分辨率并不依赖于扫描长度,而是依赖于表面特征的深度和纵横比。
另一方面,每当使用低放大率的目的时,光学分析仪具有横向分辨率的固有变化。因此,选择一个比λs截止更好地实现横向分辨率的目标至关重要。
为了有效达到预期的横向分辨率,操作员还必须确保摄像机采样至少是光学分辨率的两倍。否则,横向分辨率受到像素尺寸的限制。
在正确选择变焦镜头和物镜后,可以通过多视场拼接或单次采集来保证评估长度。本例中,使用了5x、20x、50x和115x物镜。
115x目的是解决最优异的模式至关重要的,而下放大率(5倍)用于更粗糙的表面,需要较少的横向分辨率和更长的评估长度。
所有数据首先经过高斯回归带通滤波器之前经过第4阶多项式移除。根据ISO 11562-1997规范和标准证书的设置选择截止。
最后的粗糙度提取涉及将区域图像分离为一系列单线曲线,计算平均粗糙度(RA)。结果不仅表明了所有轮廓的平均平均粗糙度,而且表现出RA值的波动,一个σ偏差。
以完全静态的方式在每个粗糙度标准上重复测量30次,以解决精确度。这遵循了测量中不确定性的表达指南(胶)的建议。13.选择过剩因子k = 2,代表纯随机高斯分布的95%的结果。
结果
图12显示了所有平均粗糙度结果的汇总,并在对数-对数尺度上绘制了测量Ra值与认证值的关系图。在检查WLI光学轮廓仪的一致性和质量时,在过去20年里,从超过一微米到低于100纳米的平均粗糙度之间存在很大的相关性。
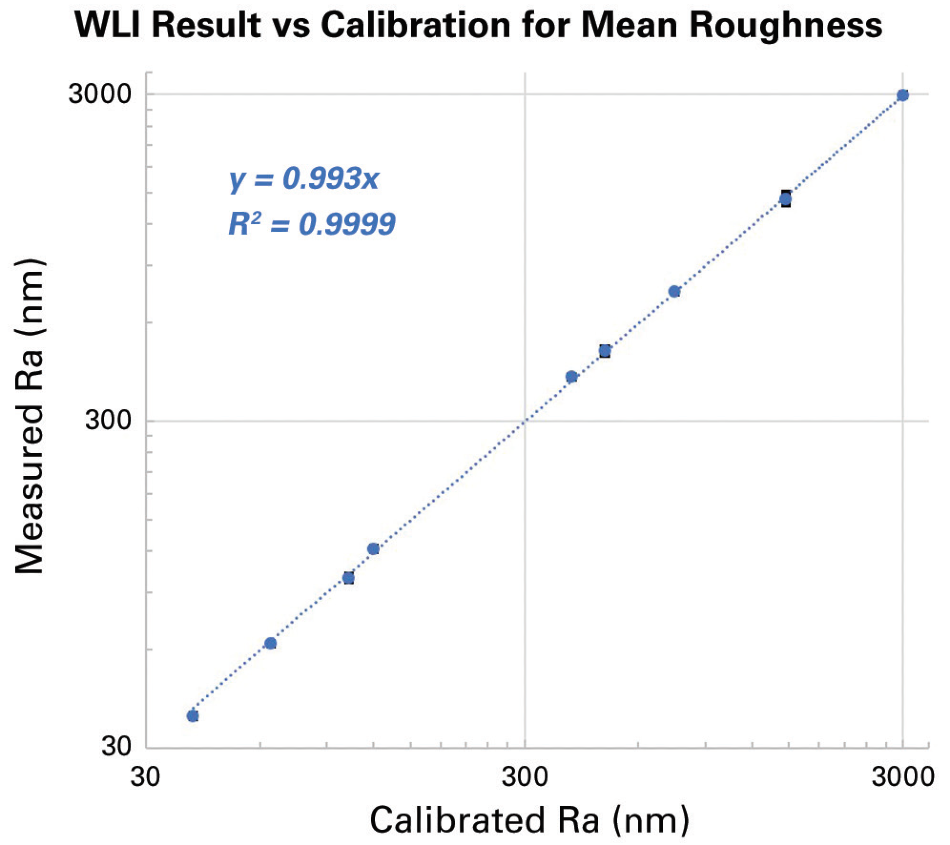
图12。测量的平均粗糙度的WLI与认证的标称值在对数对数显示。图像信用:布鲁克纳米表面
对于每个结果,误差杆利用静态可重复性的±2色散表示。然而,由于平均而言,它们低于1%的结果,因此它们几乎不可见。这证明了WLI分析器的重复方式。
进一步验证的结果依赖于从标准证书的置信区间和离散区间的测量之间的比较。图13显示了不同的配置,并指定是否可以根据数据结果做出决策。
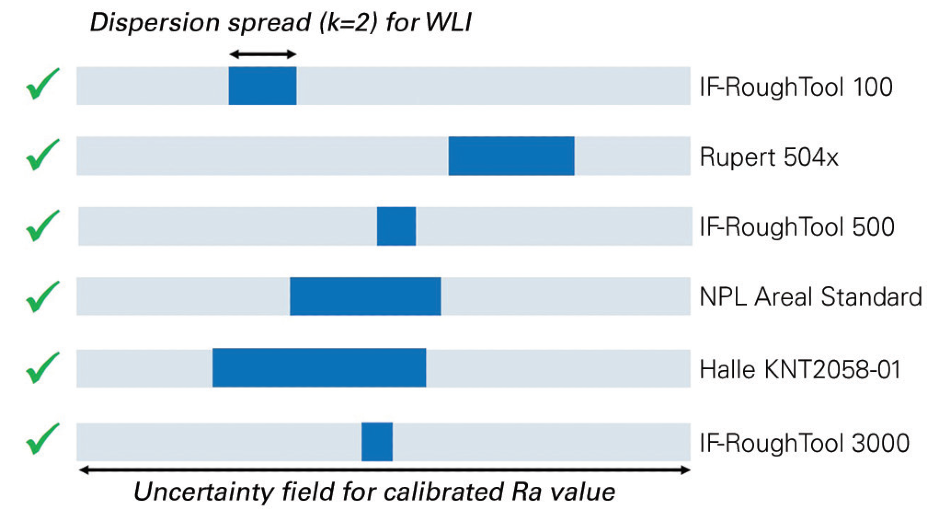
图13。平均粗糙度结果评估与认证。图像信用:布鲁克纳米表面
由于色散范围始终在标准的不确定度范围内,所有的结果都得到了肯定的评价。数据证明了WLI剖面仪测量的准确性超过了可用粗糙度标准的完整范围。
有趣的是,WLI分析器在测试频谱的极端情况下提供可靠的数据。在粗糙的侧面,低放大率5x目标使得能够精确测量。
结合高功率照明,从光学数据中提取地形的鲁棒算法提供了测量粗糙、稳定的斜坡表面的良好能力。这将WLI剖面仪的粗糙度扩展到数十微米,例如允许测量添加制造的零件。
在另一个极端,通过WLI分析器可以清楚地解决亚微米细间距,给出足够的横向分辨率。通过检查WLI分析器测量与原子力显微镜(尺寸图标,Bruker)的直接比较,可以观察到这一点。
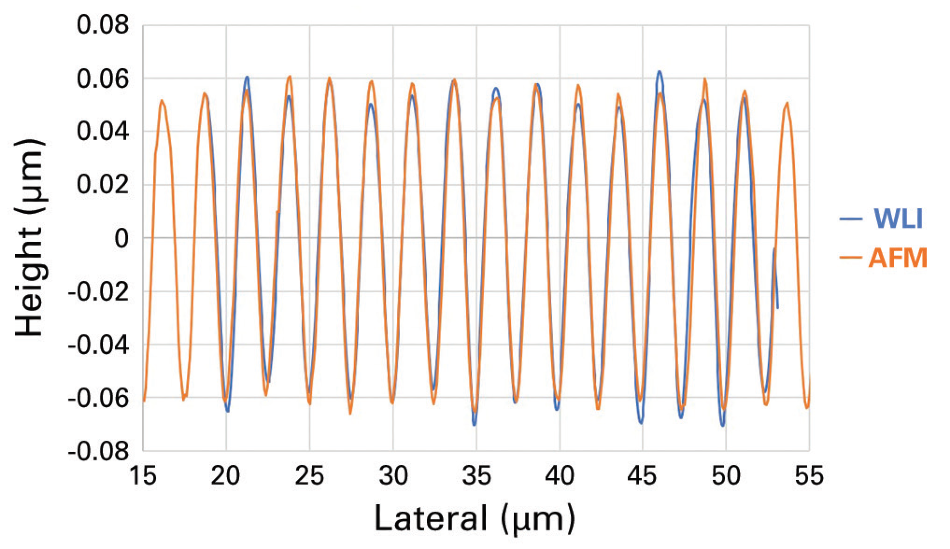
图14。WLI光学分析器与AFM中正弦标准的简介比较。图像信用:布鲁克纳米表面
图14显示了用两种方法制作的部分轮廓之间的相关性。子纳米垂直分辨率和先进的超分辨率算法,以及高数字孔径115x目标,扩展了超出微米横向尺寸的光学分析器的传递函数。
结论
本文概述了表面粗糙度如何发展为关键制造参数,从方法能力到概况,对概况的规范和区域测量。
与认证的粗糙度标准相比,基于wli的光学轮廓仪测量实例显示出与认证值的完美相关性。WLI剖面仪具有小于1%的分散范围和精确的平均值,能够测量超过20年(3µm到40 nm)的平均粗糙度。
WLI分析器此外,还具有测量稳定、粗糙的斜坡的能力,除了实现亚微米的横向分辨率,所有同时保持垂直测量,这是非常精确的。
这些因素表明,WLI分析将继续在日益严格的研发和下一代工业产品的制造要求中发挥不可或缺的部分。
致谢
制作材料最初由塞缪尔莱斯科从欧洲杯足球竞彩布鲁克纳米表面。特别感谢来自Bruker Alicona (Graz, Austria)的Reinhard Danzl和Franz Helmi提供的样品和评论。
参考
- https://www.asme.org.
- https://www.iso.org/standard/22279.html.
- http://www.jsajis.org/index.php?main_page= product_ info&cpath = 4&products_id = 19626
- https://www.iso.org/standard/74591.html.
- Seewig J(2005),线性和强大的高斯回归过滤器,j的phy。13:1:254-257。
- WYANT J C(1995),电脑化干涉测量表面微观结构,PROM。SPIE 2576:26-37。
- 王立军,王立军,王立军,王立军,王立军。基于共聚焦显微技术的表面粗糙度分析[J] .光子学报,2011,39(6):973 - 978。
- Bruker Alicona。
- (2003),白光光学轮廓仪,中国光学学会。
- 鲁伯特概况粗糙标准。
- Halle概况粗糙度标准。
- NPL面积粗糙度标准。
- 测量中不确定性表达的指南

此信息已采购,审查和调整Bruker纳米表面提供的材料。欧洲杯足球竞彩
有关此来源的更多信息,请访问力量纳米表面。