在过去的几十年里,复合材料在航空结构制造中变得越来越普遍。欧洲杯足球竞彩最近这一趋势主要是由韧性性能、燃料效率和碳排放减少等因素推动的。设计工程师正在逐步放弃使用更传统的金属结构,而更倾向于使用复合材料。
玻璃和碳纤维增强复合材料因其高强度、高刚度和轻量化而受到高度重视。因此,它们被广泛应用于需要结构高性能和相对较低重量的组合。虽然高性能复合材料确实存在,但其韧性、固化柔韧性和加工潜力仍有很大的改进空间。
有一些系统可以提供高韧性的复合材料,但它们的热/湿性能很差,特别是在较高的使用温度范围(>82°C/180°F)。
此外,许多增韧的环氧系统不适合加工(OOA / VbO或高压釜),而不是要求固化柔韧性(从135℃至180℃)以提供相当的机械性能。
在整个行业中,广泛的方法被用于制造增韧预浸料。通过使用增韧剂(如热塑性塑料和橡胶)、改善纤维/树脂相容性,或使用均相和非均相树脂混合物的方法,可以制成高增韧树脂。
制造高抗冲击层压板的一种更常见的方法是在纤维层之间开发一种极其坚韧、坚固的中间层。一般认为,为了防止冲击后的裂纹扩展,应提高层间韧性或至少与层内(纤维束)韧性不同。
这篇文章探讨了绩效TC380系统.该公司使用Toray T800GC 24K 150 gsm纤维进行评估,其中树脂含量为35%。在135°C(275°F) 6小时,150°C(300°F) 4小时,180°C(356°F) 2小时的高压釜外条件下加工和固化后,确认了这一含量。
c扫描检查后,对这三种不同固化剖面的复合性能进行层合板质量评估。他们的机械性能也被评估使用各种工具,包括CAI, G₁C, G₂C, OHC和OHT。我们检测了TC380系统的放热行为,以确定放热失控是否有可能损坏由其制成的厚部件。
制备91层制造的翼翼,并准备在创造复杂的几何形状时研究OOA-Process TC380系统的性能。
实验
为了全面评估TC380增韧树脂体系,进行了大量的实验。本实验采用的主要材料为UD胶带T800GC 24K 150 gsm,树脂含量为35%,而TC380树脂对HTS40 3K 2x2斜纹织物192 gsm,树脂含量为42%。
该织物增韧系统和UD胶带由位于加州摩根山的东丽先进复合材料公司(Toray Advanced Composites,前身为TCAC)生产。
层压和机械测试
最初,对TC380树脂混合物进行全面脱气,以减少截留空气的可能性。在整个树脂混合过程中,真空水平保持在至少27 inHg的水平,以确保在混合温度下适当脱气。
采用T800GC 24K碳纤维与TC380树脂制备单向预浸料,并在三种不同的固化温度下进行固化,以比较其力学性能。
采用专利膜法和压延法生产预浸料,对OOA加工进行了优化。通过树脂含量、树脂流动、一汽和挥发性试验对预浸料的外观和质量进行了验证。
预浸料在OOA固化前进行切割和手工铺层。为每次机械试验创建的层压板遵循适当ASTM试验方法中规定的指南。在固化OOA层压板之前,适当的去蜡是确保高层压板质量的中心因素。
预浸料每四层去胶15分钟,直到所有需要的层都准备好。真空度继续保持在至少27英寸。此外,使用一层多孔聚四氟乙烯涂层玻璃(TX1040)来帮助去除滞留空气——每两个或三个去毛刺循环更换一次。
在机械测试层合板制造中采用的基本固化周期如下:
- 涂上真空(最小27英寸)
- 在室温下保持真空4小时
- 加热温度0.6°C(1°F)/min至107°C±3°C(225°F±5°F)
- 保持在107°C±3°C(225°F±5°F)1小时
- 加热温度0.6°C(1°F)/min至180°C±3°C(356°F±5°F)
- 保持在180°C±3°C(356°F±5°F) 2小时
- 3°C至4°C(5°F至7°F)/min至60°C(140°F)以下
在监测和记录温度的情况下使用几根热电偶电线,而真空传感器用于在整个固化过程中观察真空水平。固化层压板也被C型扫描,以评估OOA固化过程的整体质量。
对c扫描结果进行评估,并在必要的地方进行横切放大。金刚石锯被用来湿切机械测试样品到ASTM方法中指定的尺寸,然后加工,样品在100°C(212°F)下干燥1小时。
标本干燥后保存在21°C±6°C(70°F±10°F),并干燥至测试。干燥后,湿标本通过71°C(160°F)的水浸泡14天。所有的标本都在30分钟内进行了测试。
所有层压板样品的测试都是按照ASTM测试方法进行的(表1)。总共测试了5个样品,报告并评估了每个单独测试和条件的平均值。这些包括:
- 180°C固化试样在121°C下进行ETW和ETD测试。
- 在82℃的腔室温度下测试135℃固化样品ETW和ETD。
- 150°C固化试样ETW和ETD在两种温度条件下进行测试,因为湿Tg(经过14天的水处理)被发现能够承受121°C的测试温度。
表1。测试方法。来源:东丽先进复合材料
| 测试面板 |
测试方法 |
| 抗拉强度与模量 |
ASTM 3039. |
| 抗压强度与模量 |
ASTM D 695 |
| 压缩组合负载测试(CCLT) |
ASTM D 6641. |
| 短梁剪切 |
ASTM D2344 |
| 抗弯强度和模量 |
ASTM D 790 |
| 面内剪切强度和模量 |
ASTM D 3518 |
| 开孔拉伸强度(OHT) |
ASTM D 5766 |
| 裸眼抗压强度(OHC) |
ASTM D 6484 |
| 冲击后压缩试验(CAI) |
ASTM D 7136/7137 |
| 层间断裂韧性模式11C) |
D6-83079-131 |
| 层间断裂韧性模式2(G2C) |
D6-83079-132 |
分析层压板
所有层合板均采用以下方法进行分析:
超声波非破坏性检查
采用c扫描对复合材料层合板进行分析,采用振幅、b扫描、厚度和振幅直方图测量层合板质量。在U-Twin软件的辅助下,采用了NDT自动超声浸没扫描仪进行数据分析。每个层压板固化后通过安装了5 MHz换能器的脉冲回波进行检查。
显微镜
在显微镜检查前,将横断面样品装入容器并固化。然后使用比勒公司的Ecomet 4000变速磨光机对样品进行抛光,特别是使用9到0.05微米颗粒大小的多晶金刚石抛光介质溶液。
使用奥林巴斯BHT数码相机在图中所示的放大倍数下捕捉图像。此外,使用Image J软件分析仪评估每个样品中的空隙率。
酸消化法测定纤维体积
用CEM公司的Mars机器进行酸消化。样品与40毫升浓硝酸一起插入一个塑料容器中,然后通过一个预先编程的消化循环。
用差示扫描量热法研究固化度
固化程度用TA仪器DSC Q20确定,加热速率为10°C/min。为了建立系统的最佳固化,完成了各种固化剖面。
零件制造演示
使用该区域概述的固结、铺层技术和固化周期,创建了具有可变横截面厚度的91层示范翼梁截面。制造完成后,在确定不同位置的孔隙含量之前,对零件进行切片。
热稳定性
TC380的热稳定性从100层到800层进行了评估。这涉及到层位在0°方向切割,然后依次以5个为一组去体积。热电偶被插入层之间的巩固和层压板形成步骤,允许温度测量在层压板的不同区域。
然后绘制和评估热电偶的温度读数,以寻找温度峰值或放热反应。层压板如前所述,在180°C(356°F)固化2小时之前铺好。
后果
该工艺的目标是开发一种极度增韧的预浸料系统,在VBO/OOA和高压釜工艺中,在不同固化温度和固化曲线下显示性能平衡和可比较的机械性能。各种复合层压板的评估结果概述如下。
层板在三个不同的固化周期下进行处理,分别是RTD, ETD和ETW。在每个周期下提供层压板的机械性能,以及用TC380浸渍的织物。最后,还展示了TC380在厚截面气动结构上的最终设计结果。
复合机械性能
在不同条件下的所有属性上进行了测试。UD胶带结果被标准化为60%的纤维体积,并且织物数据以55%标准化,除树脂占主导地位。观察到,在测试期间,所有失效模式都是良好的并且可以接受。表格和数字在下面详细说明了这组实验的结果。
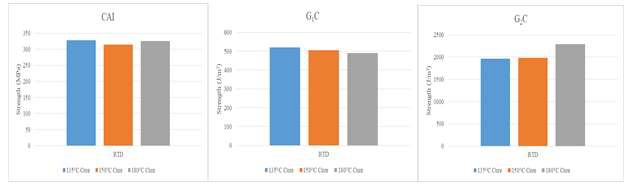
图1所示。比较CAI、G₁C、G₂C RTD机械强度。图片来源:东丽先进复合材料
图2。抗拉强度比较。图片来源:东丽先进复合材料
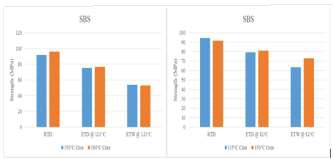
图3。SBS的比较。图片来源:东丽先进复合材料
图4。抗剪强度比较。图片来源:东丽先进复合材料
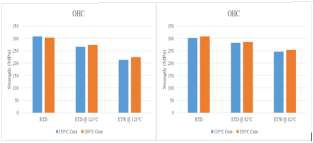
图5。OHC的比较。图片来源:东丽先进复合材料
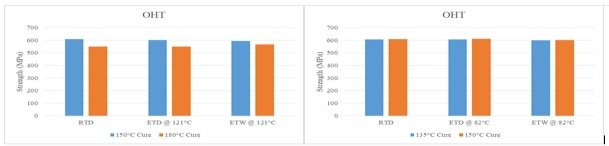
图6。OHT的比较。图片来源:东丽先进复合材料
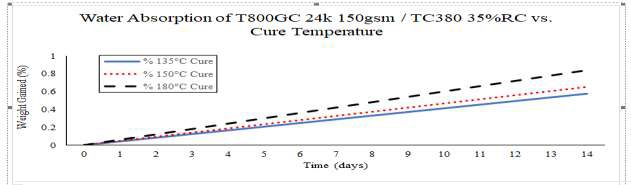
图7。复合材料的吸水率有三种不同的固化方法。图片来源:东丽先进复合材料
在这里,三个2x2”的标本在71°C(160°F)条件下培养14天。报告了所有治疗周期的平均吸水率。公式1是用来计算吸水率的公式。
方程1。吸水率(%)

在那里;
W1-试样的干重W2=处理14天后试样的湿重
表2。T800GC 24K 150 GSM / TC380 35%RC 180°C OOA固化。来源:东丽先进复合材料
| 机械性能 |
180°C固化–121°C H/W |
| 单位 |
RTD. |
要领 |
ETW |
| 0°时的SBS |
MPa (ksi) |
96.1 (13.9) |
76.6 (11.1) |
52.9 (7.67) |
| 弯曲强度在0°16层 |
MPa (ksi) |
1503(218) |
1090 (158) |
883 (128) |
| 0°16层的弯曲模量 |
GPA(MSI) |
117 (17.0) |
108 (15.7) |
99.2 (14.4) |
| 弯曲强度在0°8层 |
MPa (ksi) |
1883 (273) |
1276 (185) |
1069 (155) |
| 弹性模量在0°8层 |
GPA(MSI) |
121 (17.6) |
106 (15.4) |
99.2 (14.4) |
| CS695在0° |
MPa (ksi) |
1193 (173) |
1090 (158) |
1048(152) |
| CM695在0° |
GPA(MSI) |
150 (21.7) |
254 (22.4) |
143 (20.8) |
| CS695 90° |
MPa (ksi) |
230(33.3) |
183(26.6) |
138 (20.0) |
| 在90°CM695 |
GPA(MSI) |
8.34 (1.21) |
8.20 (1.19) |
8.13 (1.18) |
| CS6641回退到0°属性 |
MPa (ksi) |
1621 (235) |
1462 (212) |
1359 (197) |
| UNC强度气 |
MPa (ksi) |
639 (92.7) |
564(81.8) |
446 (64.7) |
| UNC模数气 |
GPA(MSI) |
54.7 (7.93) |
54.4 (7.89) |
54.3(7.87) |
| 0°拉伸强度 |
MPa (ksi) |
3297 (478) |
3366 (488) |
3248 (471) |
| 0°拉伸模量 |
GPA(MSI) |
172 (24.9) |
191 (27.7) |
187 (27.2) |
| 泊松比 |
|
0.440 |
|
|
| 拉伸强度在90° |
MPa (ksi) |
70.3 (10.2) |
56.8 (8.24) |
31.7 (4.60) |
| 90°拉伸模量 |
GPA(MSI) |
8.13 (1.18) |
6.48 (0.940) |
5.79 (0.840) |
| 极限面内抗剪强度 |
MPa (ksi) |
138 (20.0) |
108 (15.6) |
68.3 (9.90) |
| 面内剪切模量 |
GPA(MSI) |
3.78(0.490) |
2.76 (0.400) |
2.07 (0.300) |
| V-Notch剪切强度0.5%偏置 |
MPa (ksi) |
59.2(8.59) |
48.7(7.06) |
36.8 (5.33) |
| v型切口剪切模量0.5%偏移量 |
GPA(MSI) |
3.86(0.560) |
3.24 (0.470) |
2.83 (0.410) |
| 裸眼井抗压强度 |
MPa (ksi) |
303 (44.0) |
274 (39.7) |
224 (32.5) |
| 裸眼井抗拉强度 |
MPa (ksi) |
550 (79.8) |
550 (79.8) |
567 (82.2) |
| Filled-Hole抗拉强度 |
MPa (ksi) |
562 (81.5) |
|
|
| CAI (6.7 J/mm, 1500 in-lb/in冲击) |
MPa (ksi) |
326 (47.3) |
|
|
| G1C |
490 j / m2(2.80在lb /2) |
| G2C |
2291 J /米2(13.1在lb /2) |
| DMA法TG |
°C |
干 - 202.86;湿 - 163.94 |
| 吸水性 |
% |
0.84 |
表3。T800GC 24K 150 gsm/TC380 35% RC 150°C OOA固化。来源:东丽先进复合材料
| 机械性能 |
150 C°固化- 121 C°H/W |
| 单位 |
RTD. |
要领 |
ETW |
| 0°时的SBS |
MPa (ksi) |
91.6 (13.3) |
75.2 (10.9) |
52.9 (7.67) |
| 弯曲强度在0°16层 |
MPa (ksi) |
1538 (223) |
1207 (175) |
945 (137) |
| 0°16层的弯曲模量 |
GPA(MSI) |
117 (17.0) |
120(17.4) |
112 (16.2) |
| 弯曲强度在0°8层 |
MPa (ksi) |
1828(265) |
1407 (204) |
1159 (168) |
| 弹性模量在0°8层 |
GPA(MSI) |
130 (18.8) |
113 (16.4) |
111 (16.1) |
| CS695在0° |
MPa (ksi) |
1234(179) |
1000 (145) |
986(143) |
| CM695在0° |
GPA(MSI) |
152 (22.1) |
142(20.6) |
144 (20.9) |
| CS695 90° |
MPa (ksi) |
230(33.3) |
184(26.7) |
154 (22.3) |
| 在90°CM695 |
GPA(MSI) |
9.58 (1.39) |
9.10 (1.32) |
9.09 (1.31) |
| CS6641回退到0°属性 |
MPa (ksi) |
1621 (235) |
1366 (198) |
1255 (182) |
| UNC强度气 |
MPa (ksi) |
592(85.8) |
556 (80.6) |
509 (73.9) |
| UNC模数气 |
GPA(MSI) |
58.4 (8.47) |
58.4 (8.47) |
51.9(7.53) |
| 0°拉伸强度 |
MPa (ksi) |
3683(534) |
3159 (458) |
3421 (496) |
| 0°拉伸模量 |
GPA(MSI) |
172 (25.1) |
176 (25.6) |
196 (28.4) |
| 泊松比 |
|
0.32 |
|
|
| 拉伸强度在90° |
MPa (ksi) |
68.0 (9.86) |
56.7 (8.22) |
42.8 (6.20) |
| 90°拉伸模量 |
GPA(MSI) |
8.48 (1.23) |
7.03 (1.02) |
6.27 (0.91) |
| 极限面内抗剪强度 |
MPa (ksi) |
144 (20.9) |
100 (14.5) |
73.1(10.6) |
| 面内剪切模量 |
GPA(MSI) |
3.45 (0.500) |
2.76 (0.400) |
0.320 (2.21) |
| V-Notch剪切强度0.5%偏置 |
MPa (ksi) |
57.4(8.32) |
48.4(7.02) |
35.7(5.17) |
| v型切口剪切模量0.5%偏移量 |
GPA(MSI) |
4.07 (0.590) |
3.51 (0.510) |
3.03 (0.440) |
| 裸眼井抗压强度 |
MPa (ksi) |
308 (44.7) |
266 (38.5) |
213(30.9) |
| 裸眼井抗拉强度 |
MPa (ksi) |
609 (88.3) |
601 (87.2) |
594 (86.1) |
| Filled-Hole抗拉强度 |
MPa (ksi) |
641(93.0) |
|
|
| CAI (6.7 J/mm, 1500 in-lb/in冲击) |
MPa (ksi) |
314(45.6) |
|
|
| G1C |
506 J /米2(2.89英寸磅/英寸2) |
| G2C |
1979 J /米2(11.3在lb /2) |
| TG经DMA测定(C°) |
°C |
干- 181.14;湿- 150.33 |
| 吸水性 |
(%) |
% 0.65 |
表4。T800GC 24K 150 gsm/TC380 35% RC 135°C OOA固化。来源:东丽先进复合材料
| 机械性能 |
135 C°固化 - 82 C°H / W. |
| 单位 |
RTD. |
要领 |
ETW |
| 0°时的SBS |
MPa (ksi) |
94.6 (13.7) |
79.3 (11.5) |
63.3 (9.18) |
| 弯曲强度在0°16层 |
MPa (ksi) |
1448 (210) |
1245 (180) |
1141 (165) |
| 0°16层的弯曲模量 |
GPA(MSI) |
116 (16.8) |
113 (16.4) |
115 (16.7) |
| 弯曲强度在0°8层 |
MPa (ksi) |
1684(244) |
1459(225) |
1354(196) |
| 弹性模量在0°8层 |
GPA(MSI) |
117 (17.0) |
113 (16.4) |
117 (17.0) |
| CS695在0° |
MPa (ksi) |
1271(184) |
1155 (168) |
1113 (161) |
| CM695在0° |
GPA(MSI) |
147 (21.3) |
149(21.6) |
153 (22.2) |
| CS695 90° |
MPa (ksi) |
225 (32.7) |
193 (28.0) |
168 (24.4) |
| 在90°CM695 |
GPA(MSI) |
10.1(1.46) |
9.72 (1.41) |
9.72 (1.41) |
| CS6641回退到0°属性 |
MPa (ksi) |
1627 (236) |
1554 (225) |
1391 (202) |
| UNC强度气 |
MPa (ksi) |
610 (88.5) |
537 (77.9) |
491(71.2) |
| UNC模数气 |
GPA(MSI) |
53.1 (7.71) |
51.7 (7.5) |
50.9(7.39) |
| 0°拉伸强度 |
MPa (ksi) |
3440 (499) |
3391 (492) |
3349 (486) |
| 0°拉伸模量 |
GPA(MSI) |
151 (22.0) |
179 (26.0) |
186 (27.0) |
| 泊松比 |
|
0.35 |
|
|
| 拉伸强度在90° |
MPa (ksi) |
67.3 (9.76) |
59.7 (8.65) |
45.4 (6.58) |
| 90°拉伸模量 |
GPA(MSI) |
8.20 (1.19) |
7.79 (1.13) |
6.89 (1.00) |
| 极限面内抗剪强度 |
MPa (ksi) |
141 (20.4) |
113 (16.4) |
100 (14.6) |
| 面内剪切模量 |
GPA(MSI) |
3.65 (0.530) |
0.440 (3.03) |
2.83 (0.410) |
| V-Notch剪切强度0.5%偏置 |
MPa (ksi) |
61.5(8.92) |
50.3(7.30) |
44.3 (6.42) |
| v型切口剪切模量0.5%偏移量 |
GPA(MSI) |
4.27 (0.620) |
3.58 (0.520) |
3.86(0.560) |
| 裸眼井抗压强度 |
MPa (ksi) |
302 (43.7) |
283 (41.0) |
247(25.9) |
| 裸眼井抗拉强度 |
MPa (ksi) |
606 (87.9) |
607 (88.0) |
599(86.9) |
| Filled-Hole抗拉强度 |
MPa (ksi) |
822(90.2) |
|
|
| CAI (6.7 J/mm, 1500 in-lb/in冲击) |
MPa (ksi) |
328(47.6) |
|
|
| G1C |
520 J /米2(2.97在lb /2) |
| G2C |
1968 J /米2(11.2在lb /2) |
| DMA法TG |
°C |
干- 175.84;湿- 145.59 |
| 吸水性 |
% |
0.58 |
表5。T800GC 24K 150 gsm/TC380 35% RC 150°C OOA固化。来源:东丽先进复合材料
| 机械性能 |
150°固化- 82°H/W |
| 单位 |
RTD. |
要领 |
ETW |
| 0°时的SBS |
MPa (ksi) |
91.6 (13.3) |
80.9 (11.7) |
73.1(10.6) |
| 弯曲强度在0°16层 |
MPa (ksi) |
1538 (223) |
1307 (190) |
1071 (155) |
| 0°16层的弯曲模量 |
GPA(MSI) |
117 (17.0) |
114 (16.5) |
15.7 (10) |
| 弯曲强度在0°8层 |
MPa (ksi) |
1828(265) |
1560 (226) |
1301(189) |
| 弹性模量在0°8层 |
GPA(MSI) |
130 (18.8) |
115 (16.6) |
110(16.0) |
| CS695在0° |
MPa (ksi) |
1234(179) |
1046 (152) |
1036 (150) |
| CM695在0° |
GPA(MSI) |
152 (22.1) |
136 (19.8) |
138 (20.0) |
| CS695 90° |
MPa (ksi) |
230(33.3) |
188 (27.3) |
157 (22.8) |
| 在90°CM695 |
GPA(MSI) |
9.58 (1.39) |
8.41 (1.22) |
8.34 (1.21) |
| CS6641回退到0°属性 |
MPa (ksi) |
1621 (235) |
1486(215) |
1482 (214) |
| UNC强度气 |
MPa (ksi) |
592(85.8) |
554(80.3) |
533 (77.3) |
| UNC模数气 |
GPA(MSI) |
58.4 (8.47) |
54.9 (7.96) |
59.3 (8.60) |
| 0°拉伸强度 |
MPa (ksi) |
3683(534) |
3455 (501) |
3171 (460) |
| 0°拉伸模量 |
GPA(MSI) |
172 (25.1) |
179 (26.0) |
164 (23.8) |
| 泊松比 |
|
0.32 |
|
|
| 拉伸强度在90° |
MPa (ksi) |
68.0 (9.86) |
59.8(8.67) |
44.0 (6.38) |
| 90°拉伸模量 |
GPA(MSI) |
8.48 (1.23) |
7.03 (1.02) |
6.55 (0.95) |
| 极限面内抗剪强度 |
MPa (ksi) |
144 (20.9) |
120(17.4) |
102 (14.8) |
| 面内剪切模量 |
GPA(MSI) |
3.45 (0.500) |
2.83 (0.410) |
2.55(0.370) |
| V-Notch剪切强度0.5%偏置 |
MPa (ksi) |
57.4(8.32) |
49.2 (7.13) |
42.6 (6.17) |
| v型切口剪切模量0.5%偏移量 |
GPA(MSI) |
4.07 (0.590) |
3.38(0.490) |
3.51 (0.510) |
| 裸眼井抗压强度 |
MPa (ksi) |
308 (44.7) |
286 (41.4) |
254 (36.8) |
| 裸眼井抗拉强度 |
MPa (ksi) |
609 (88.3) |
611 (88.6) |
602 (87.4) |
| Filled-Hole抗拉强度 |
MPa (ksi) |
641(93.0) |
|
|
| CAI (6.7 J/mm, 1500 in-lb/in冲击) |
MPa (ksi) |
314(45.6) |
|
|
| G1C |
506 J /米2(2.89英寸磅/英寸2) |
| G2C |
1979 J /米2(11.3在lb /2) |
| DMA法TG |
°C |
干- 181.14;湿- 150.33 |
| 吸水性 |
% |
0.65 |
表6。HTS40 3K 2x2斜面,193 gsm/TC380 42% RC 180°C OOA固化- 122°C热/湿。来源:东丽先进复合材料
| 机械性能 |
180 c°固化 - 2小时 |
| 单位 |
RTD. |
要领 |
ETW |
| 0°时的SBS |
MPa (ksi) |
73.0 (10.6) |
60.6 (8.78) |
49.3 (7.15) |
| 弯曲强度在0°14层 |
MPa (ksi) |
1068 (155) |
859 (125) |
735(107) |
| 弹性模量在0°14层 |
GPA(MSI) |
56.8 (8.24) |
43.0(6.23) |
40.8(5.92) |
| CS695在0° |
MPa (ksi) |
810 (117) |
692 (100) |
657 (95.3) |
| CM695在0° |
GPA(MSI) |
67.0(9.71) |
62.9 (9.12) |
62.7 (9.09) |
| CS695 90° |
MPa (ksi) |
843 (122) |
741(107) |
692 (100) |
| 在90°CM695 |
GPA(MSI) |
67.7 (9.83) |
64.0(9.28) |
61.8 (8.96) |
| CS6641@0° |
MPa (ksi) |
700 (101) |
595 (86.2) |
541 (78.4) |
| CM6641 @ 0° |
GPA(MSI) |
73.4 (10.7) |
66.9(9.71) |
60.8 (8.82) |
| CS6641 @ 90° |
MPa (ksi) |
701 (102) |
668 (96.9) |
631 (91.6) |
| CS6641 @ 90° |
MPa (ksi) |
70.8(10.3) |
66.2 (9.61) |
59.8 (8.68) |
| 0°拉伸强度 |
MPa (ksi) |
1051 (152) |
1111 (161) |
1060 (154) |
| 0°拉伸模量 |
GPA(MSI) |
64.0(9.29) |
77.1 (11.2) |
70.6 (10.3) |
| 拉伸强度在90° |
MPa (ksi) |
1065 (154) |
1067(155) |
1029 (149) |
| 90°拉伸模量 |
GPA(MSI) |
68.2(9.89) |
78.1 (11.3) |
74.8 (10.9) |
| 极限面内抗剪强度 |
MPa (ksi) |
151 (22.0) |
105 (15.2) |
88.3(12.8) |
| 面内剪切模量T |
|
3.10 (0.45) |
2.89 (0.42) |
3.10 (0.45) |
| V-Notch剪切强度0.5%偏置 |
MPa (ksi) |
57.3 (8.31) |
|
|
| v型切口剪切模量0.5%偏移量 |
GPA(MSI) |
3.10 (0.45) |
|
|
| 裸眼井抗压强度 |
MPa (ksi) |
308 (44.6) |
279 (40.5) |
258 (37.4) |
| 裸眼井抗拉强度 |
MPa (ksi) |
399 (57.8) |
402 (58.3) |
395 (57.2) |
| Filled-Hole抗拉强度 |
MPa (ksi) |
407 (59.0) |
|
|
| CAI (6.7 J/mm, 1500 in-lb/in冲击) |
MPa (ksi) |
320 (46.5) |
|
|
| DMA法TG |
°C |
干- 207;湿- 165 |
| 吸水性 |
% |
50.74 |
表7所示。HTS40 3K 2x2斜纹布,193 gsm/TC380 42%RC 135°C OOA固化-82°C热/湿。来源:东丽先进复合材料
| 机械性能 |
135 c°固化 - 6小时 |
| 单位 |
RTD. |
要领 |
ETW |
| 0°时的SBS |
MPa (ksi) |
73.8 (10.7) |
64.0(9.28) |
52.5(7.61) |
| 弯曲强度在0°14层 |
MPa (ksi) |
979 (142) |
890 (129) |
821 (119) |
| 弹性模量在0°14层 |
GPA(MSI) |
40.9 (5.94) |
42.0 (6.09) |
40.8(5.92) |
| CS695在0° |
MPa (ksi) |
814 (118) |
724 (105) |
681 (98.8) |
| CM695在0° |
GPA(MSI) |
62.9 (9.13) |
62.5 (9.07) |
65.5 (9.50) |
| CS695 90° |
MPa (ksi) |
862 (125) |
745 (108) |
731 (106) |
| 在90°CM695 |
GPA(MSI) |
65.1(9.45) |
61.1 (8.86) |
65.5 (9.50) |
| CS6641@0° |
MPa (ksi) |
663(96.1) |
606 (87.8) |
564(81.8) |
| CM6641 @ 0° |
GPA(MSI) |
58.0(8.41) |
57.0 (8.27) |
58.8(8.53) |
| CS6641 @ 90° |
MPa (ksi) |
666(96.6) |
620(89.9) |
584 (84.7) |
| CS6641 @ 90° |
MPa (ksi) |
56.9(8.26) |
57.3 (8.32) |
56.2 (8.16) |
| 0°拉伸强度 |
MPa (ksi) |
1014 (147) |
1041 (151) |
1034 (150) |
| 0°拉伸模量 |
GPA(MSI) |
66.6 (9.66) |
69.6 (10.1) |
69.6 (10.1) |
| 拉伸强度在90° |
MPa (ksi) |
952(138) |
993 (144) |
952(138) |
| 90°拉伸模量 |
GPA(MSI) |
63.7 (9.24) |
67.1 (9.74) |
68.9(10.0) |
| 极限面内抗剪强度 |
MPa (ksi) |
135(19.6) |
108 (15.7) |
95.2 (13.8) |
| 面内剪切模量 |
GPA(MSI) |
3.58(0.52) |
3.10 (0.45) |
3.03 (0.44) |
| V-Notch剪切强度0.5%偏置 |
MPa (ksi) |
61.3 (8.89) |
|
|
| v型切口剪切模量0.5%偏移量 |
GPA(MSI) |
3.72 (0.54) |
|
|
| 裸眼井抗压强度 |
MPa (ksi) |
317 (45.9) |
285 (41.3) |
260 (37.7) |
| 裸眼井抗拉强度 |
MPa (ksi) |
383 (55.5) |
395 (57.3) |
399 (57.8) |
| Filled-Hole抗拉强度 |
MPa (ksi) |
392 (56.9) |
|
|
| CAI (6.7 J/mm, 1500 in-lb/in冲击) |
MPa (ksi) |
333 (48.3) |
|
|
| DMA法TG |
°C |
干- 162;湿- 148 |
| 吸水性 |
% |
0.48 |
机械性能包括G₁C、G₂C和CAI值从每个温度治疗概要文件被发现在一个相似的范围(图1 - 5)。这些结果表明,固化温度范围在135°C - 180°C有相同的影响的耐冲击韧性和层间韧性和材料。
总的来说,在135℃、150℃和180℃三种不同的硫化模式下,RTD的力学性能没有太大的差异。
在这个例子中TC380在180°C下固化。Tg在202°C左右,湿Tg在165°C左右。在150℃和135℃固化后,干Tg值分别为180℃和175℃。湿Tgs分别为150°C和145°C。Tg的显著差异被理解为由于不同的固化温度。
在150℃和180℃下固化的层压材料并在121℃(ETD)下测试,导致表2和3中列出的机械性能类似。当在121℃测试时,未找到材料的热阻受150℃或180℃的固化温度影响。
180°C、150°C和135°C固化的吸水率分别为0.84%、0.65%和0.58%。由于存在较高的自由体积,与较高的温度固化曲线(从180°C到135°C)相关的吸湿性增加。
然而,较高的自由体积所导致的较高的水分吸水率并不会导致热/湿性能的恶化。150°C和180°C固化剂的ETW力学性能与干燥值相当(表2和3)。
一些较低的温度和部件配置限制,如耐低温的模具和/或合成泡沫芯的使用,意味着不可能在接近150°C的温度下固化环氧预浸料系统。TC380在135°C下固化,以产生良好的整体力学性能(表4和6)。
由于预期,稍微较低的干燥和湿Tg,在82℃下测试EtW机械性能。尽管如此,当在121℃测试时,发现一般的机械性能类似于180℃的固化性。
如果潜在的制造商只能在150°C以下固化预浸料系统,该系统仍然能够在82°C的使用温度下提供出色的连续性能。
c扫描和空穴分析
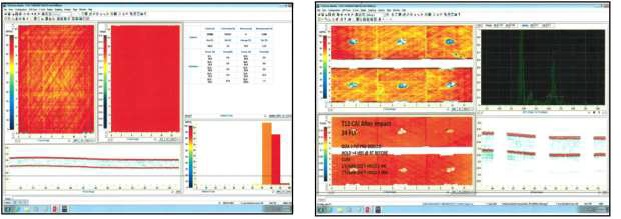
图8。CAI固化层压板(180°C/356°F)冲击前后的NDI C扫描。图片来源:东丽先进复合材料
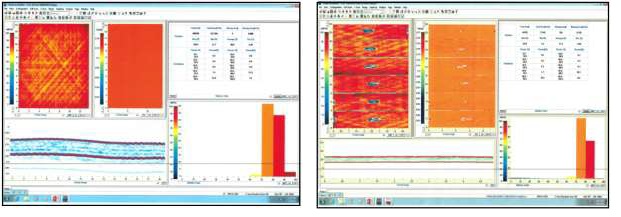
图9。CAI固化层压板(150°C/300°F)冲击前后的NDI C扫描。图片来源:东丽先进复合材料
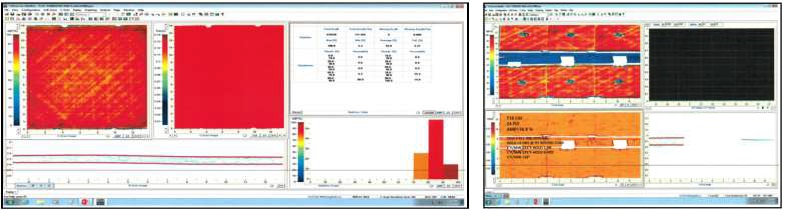
图10。CAI固化层板(135°C/275°F)冲击前后的NDI C扫描图片来源:东丽先进复合材料
通过OOA过程创建的预影响CAI面板被发现是均匀的,具有很少的空隙(图8到10)。在6.7 J/mm (1500 in-lb/in)的冲击后,c扫描证实冲击损伤是局部的,并没有扩散到整个试件。
无论固化温度如何,该系统都能抑制损伤的扩散,确保在冲击强度(超过300 MPa)后保持高压缩,使该系统成为易受冲击损伤的结构应用的理想选择。
治愈程度
用差示扫描量热法(DSC)测定每个固化周期的固化程度。首先通过积分未固化树脂样品的峰来确定反应的总热。接下来,通过对固化样品的峰积分来测量反应的余热。
然后将剩余的反应热与整齐的树脂反应热进行比较,以确定固化程度(式2)。发现温度越高的固化所提供的剩余热越少,导致固化程度越高。
方程2。硫化度计算(%)

表8显示了三种不同的固化方式后TC380树脂的固化程度。图11和图12显示了TC380树脂的反应热曲线。
表8所示。治愈程度比较。资料来源:东丽先进复合材料
| 治愈 |
治愈度(%) |
| 180°C 2小时 |
93.52 |
| 150°C持续4小时 |
84.11 |
| 135°C 6小时 |
78.76 |
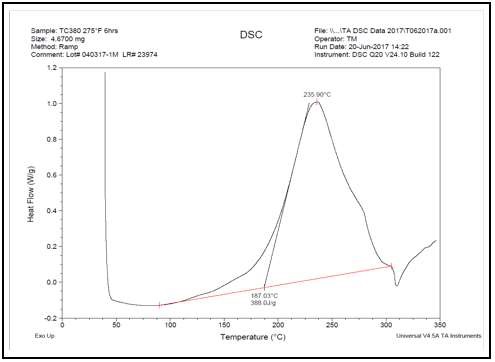
图11。TC380净树脂的反应热。图片来源:东丽先进复合材料
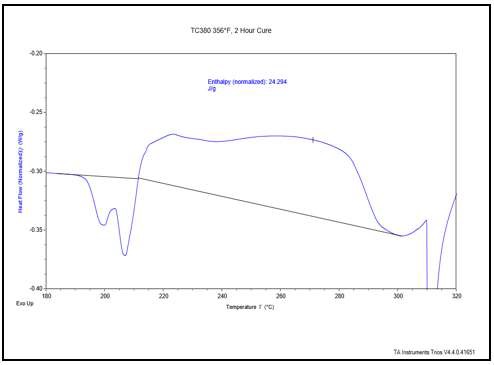
图12。TC380在180℃固化后的树脂残余反应热量。图片来源:东丽先进复合材料
厚部空气结构部分示范
图13显示了91层(最厚部分)半翼梁的结构/空隙含量,而图14显示了截面梁的详细显微图。
该特定部分的长度为0.76 m,跨边缘法兰(30“x 11”)为0.28 m。它使用IM7 UD胶带(内部)和HTS40织物(外部层)的组合,这种91层的带有TC380的半翼梁清楚地表明,当使用VBO/OOA工艺时,可以以最小的空隙率创建复杂的几何形状。
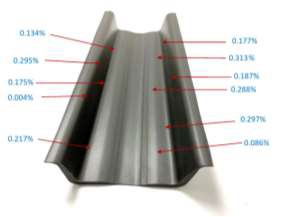
图13。TC380 91层翼梁图像,注意区域有空隙。图像信用:东丽先进复合材料
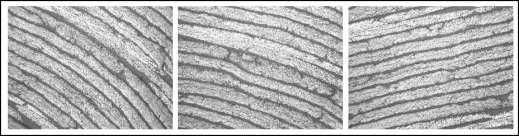
图14。图11零件的显微横截面显示出非常低的孔隙度。图像信用:东丽先进复合材料
热稳定性和放热研究
本研究旨在检测厚TC380层压板固化过程中发生的任何剧烈放热反应。使用多个热电偶记录了温度-时间数据图——在本研究中,对100、300、600和800层压板进行了固化和检查。
图15是固化层合板的全范围图像,而图16是100层层合板的NDI c扫描图。图17显示了所有固化层合板的固化剖面图- 0.6°C/min至107°C并保持1小时,然后0.6°C/min至180°C并保持2小时。值得注意的是,该固化曲线与180°C下固化的所有力学性能的生成所采用的标准固化曲线是相同的。
如图17所示,在所有层压板的固化过程中,在任何曲线上没有发现温度刺激。热电偶读数所有返回类似的结果,无论帘布层都如何。固化后,检查所有层压材料,没有检测到放热迹象(图15和16)。

图15。TC380厚层压板(100层、300层、600层、800层)。图片来源:东丽先进复合材料
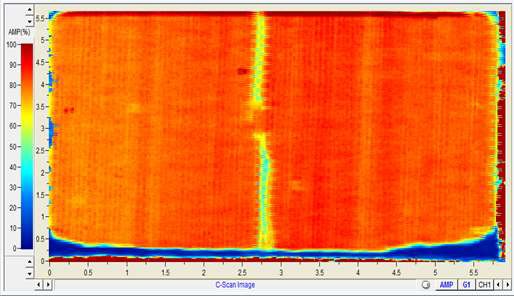
图16。一个100层板的超声波图像显示在叠层板中心使用的热电偶电线外面有一个非常低的空隙。图片来源:东丽先进复合材料
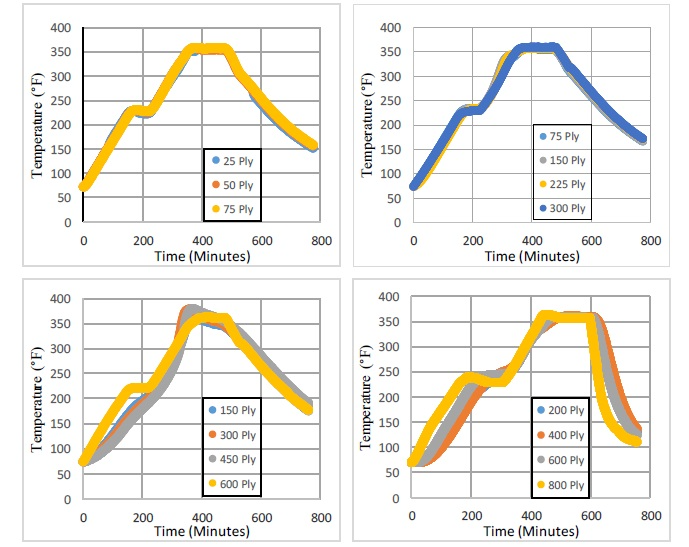
图17。从100层、300层、600层和800层固化TC380树脂系统绘制温度与时间数据图。图片来源:东丽先进复合材料
结论
总的来说TC380树脂系统的评价了T800GC 24K纤维复合材料的性能。该体系在135°C、150°C和180°C固化后,力学性能相当。
层间相关属性(CAI、G₁C和G₂C)被发现在三个固化温度下都能产生可比的、同样出色的结果。无论是在82°C还是121°C的测试条件下,从RTD到ETW的保留性能通常都很好,在所有硫化剖面上的性能下降很少。
在121°C热/湿条件下测试时发现,150°C固化的TC380层压板的力学性能与180°C固化的力学性能相似。测试结果以及相关的RTD和ETD值表明了这一点。
此外,该系统在测试800层的层压板时没有触发逃逸放热。当通过NDI c扫描检查时,观察到空隙含量是最低的。
整个治愈过程中记录的治愈剖面图显示正常。而在72°C(160°F)的水浸泡2周后,每个固化剖面的防潮性仍然很好。
TC380由于其优异的防潮性能、优越的机械性能,以及在三种不同的固化型材下可OOA加工,是结构应用领域的理想零件制造。
最值得注意的是,TC380为拥有有限固化资源的制造商提供了更大的灵活性,制造商可以自由决定最适合其需求和应用的固化配置。
东丽先进复合材料公司计划继续研究TC380系统在不同固化温度下缩短固化时间的潜力。
参考资料及进一步阅读
- ASTM d3039,2000,“聚合物基复合材料拉伸性能的标准试验方法”欧洲杯足球竞彩www.astm.org.
- ASTM D695, 2002,“硬质塑料压缩性能的标准试验方法”www.astm.org.
- ASTM D3518, 1995,“通过±45°层合板拉伸试验测定聚合物基复合材料平面内剪切响应的标准试验方法”欧洲杯足球竞彩www.astm.org.
- ASTM D2344,2000,“聚合物基复合材料及其层压板的短梁强度标准试验方法”,美国材料试验学会,宾夕法尼亚州西康舍霍肯,2010,DOI:10.1520/D2344D2344;欧洲杯足球竞彩 D2344M-16,www.astm.org.
- ASTM D6641, 2016,“使用组合加载压缩测试夹具的聚合物基复合材料压缩性能的标准试验方法”欧洲杯足球竞彩www.astm.org.
- ASTM D5766,2011,“聚合物基质复合材料层压材料的开放式试验方法”ASTM International,West Conshocken,Pa,2010,Doi:10.1520 / D5766_D5766M-11,www.astm.org.
- ASTM D64842014,“聚合物基复合材料层压板开孔抗压强度的标准试验方法”,美国材料试验学会,宾夕法尼亚州西康舍霍肯,2010,DOI:10.1520/D6484_D6484M-14,www.astm.org.
- ASTM D7137, 2017,“损坏聚合物基复合材料板材压缩剩余强度性能的标准试验方法”www.astm.org.
- 陈志强,陈志强,陈志强,等。热压罐(OOA)技术的研究进展[j]。国际SAMPE研讨会,西雅图,2017。
致谢
制作材料最初由东丽先进复合材欧洲杯足球竞彩料公司的Henry S. Villareal和Frank W. Lee撰写,最初发表于2019年CAMX。

此信息已采购,从Toray先进复合材料提供的材料进行审核和调整。欧洲杯足球竞彩
有关此来源的更多信息,请访问东丽先进复合材料。