边缘发射半导体激光器阵列也称为激光棒。这些器件无疑是高功率二极管激光器(HPDLs)中最广为人知和广泛使用的结构。
当采用电子泵浦方案时,这些结构目前能够产生高达500 W的连续波光功率,同时保持总有源材料体积小于0.01 mm3..
而这些器件的电光效率可以轻松地超过50%,特别是与基于GaAlAs和ingaas的二极管激光器-没有转换成光的能量的比例几乎一样高。
这转化成大量的能量,这些能量必须以热量的形式从激光设备中消散;否则,活性介质可能会在几微秒内融化。
在HPDL安装技术中,散热是最紧迫的问题。产生的任何热量最初都通过传导传导到周围的基底体积。这种衬底的体积通常在1到4毫米之间3..
然而,对于如此有限的体积来说,热速率太高了,这意味着在最终被环境带走之前,需要进一步的消散步骤,通过更大体积的材料来消散热量——通常是通过对水或空气的强制对流。
这个过程必须足够快,以避免活性介质中的极端温度上升。铜由于其优异的电子导电性,是这类应用的普遍选择。
铜的导热系数在所有金属中排名第二(k~385 W·m)-1·K.-1),仅略高于银(k~405 W·m-1·K.-1),由于成本问题,这通常不是一个可行的选择。
自半导体激光技术发展以来,铜一直是首选的子封装材料。然而,一个新的技术挑战出现了:在激光棒和铜散热器之间建立一个适当的界面。
这最初是通过焊接实现的,这仍然是最普遍采用的技术。然而,焊接带来了几个内在的问题。
为焊接目的选择的界面材料需要一个舒适的熔化温度低于激光棒和散热器的熔点。
它还应该足够高,以确保激光二极管的工作温度上的热和机械稳定性-一般在15ºC和80ºC之间。用于这一目的的第一种材料是铟- T融化〜157ºC。
焊接过程的目标是在激光棒和铜散热器之间创建一个坚实的连接,在铟熔化温度附近实现这一点。
由于三种材料的热膨胀系数(CTE)各不相同,当设备冷欧洲杯足球竞彩却到室温时,总要经历一定程度的残余应力。1
其中一个关键的暗示是所谓的smile现象的出现,即杆遭受曲率,导致阵列中的发射器不完全平行于水平轴。
相反,从底部到顶部的发射器经常会出现2 μm到5 μm的高度分离(图1)。
这距离通常是笑容幅度的最好的措施。微笑在激光棒是其中如果需要快轴的最大亮度外部谐振器的配置是必要的或者其中一个重要的考虑因素。
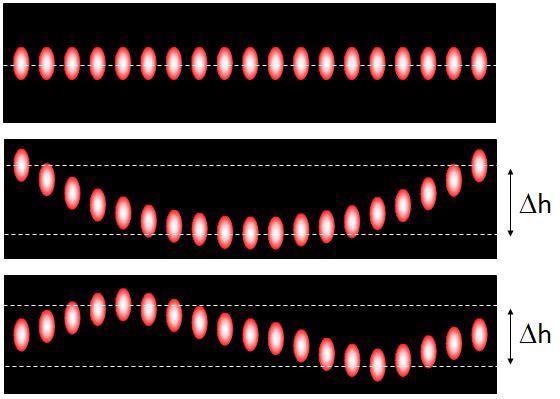
图1.19发射器激光棒经快轴准直和慢轴成像后的理论发射强度图。上面的图像对应一个无微笑的激光棒。下面的两张图片对应着两种不同的微笑效果。图片来源:Monocrom
外部谐振器配置
用激光棒构成外部谐振器是增加激光棒本身的分光亮度或亮度功率的常用方法。高空间亮度(W·厘米-2·sr)是一个重要的因素高功率二极管激光器用于金属切割、焊接或钻孔等工业应用。
高光谱亮度(W·厘米-2老··纳米-1)和低波长热位移(nm·K-1)也通常与固体激光泵浦的应用有关。
功率亮度的外部反馈是通过反射式衍射布拉格光栅产生的(图2)。这种方法可以有效地将来自激光棒的所有激光束进行空间叠加,就像从激光棒内的单个发射器产生强度一样。
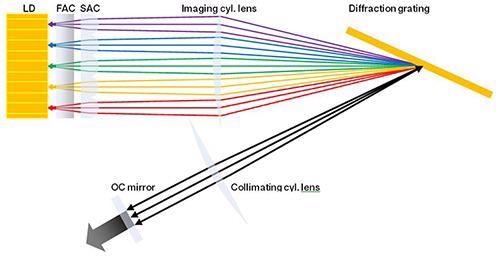
图2。说明光谱光束组合原理的基本方案。空间分离的发射器发射出略有不同的波长,以不同的入射角撞击衍射光栅。然而,该衍射角是共同的所有的人(不同的颜色在此使用只是为了说明在波长差但它们并不代表波长本身的)。图片来源:Monocrom
因此,空间亮度增加了一个数量级。
这也可以通过扩大发射带宽(导致较低的光谱亮度),同时接受一定百分比的功率和光学损耗来实现;例如,W.R.T.自由光束操作的功率整体降低了20%到40%。
这些不可避免的固有光学损耗与衍射光栅的效率和透镜的透射有关。
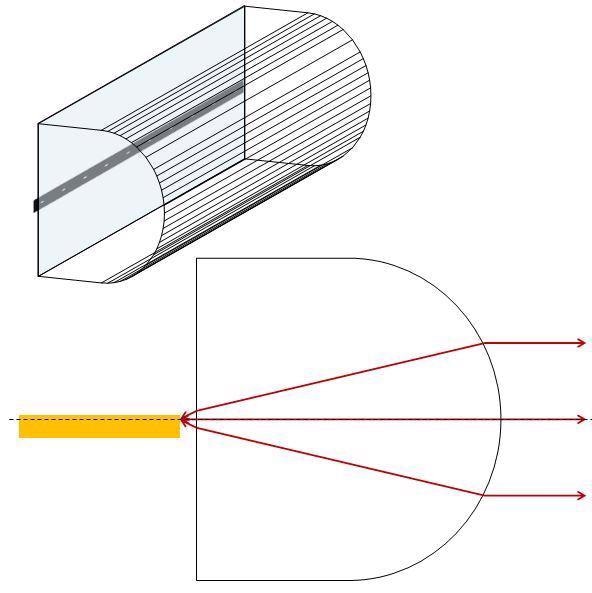
图3。不带微笑的激光棒的发射体包含在由系统的快轴和光轴定义的平面内。因此,发射的激光束和它的部分反射的对应物(反馈)在外部谐振器配置中是空间上一致的。图片来源:Monocrom

图4。在一个带微笑的激光棒中,大多数发射体部分或全部在由系统的快轴和光轴所定义的平面外。这导致在外部谐振器配置中部分缺乏光反馈(大多数发射和反馈光束部分或完全不重合)。图片来源:Monocrom
至关重要的是,当激光束的一部分强度被反射回外耦合镜后,返回发射器的方式也会影响光学损耗。这本质上是外部谐振器的反馈发射,较大的微笑效应导致更高的损耗(图3和图4)。
体积布拉格光栅(VBGs)通常放置在快速轴准直激光棒的前面,以提高光谱亮度。布拉格光栅需要外部反馈,在这种情况下,用于缩小和“锁定”整个激光棒的发射波长。
在波长偏移的显着降低的结果w.r.t.温度,从0.3纳米·K-1小于0.08 nm·K-1,类似于应用于二极管结构本身或使用光纤连接的分布式反馈激光器。
当使用激光二极管阵列时,避免微笑的存在是确保每个发射极反馈一致的关键因素,特别是考虑到每个发射极的光学元件是共同的(图3和图4)。
快轴亮度
激光发射在快轴几乎总是衍射极限(M2〜1)。这提供了一个显着的优点的应用中沿着线形激光光斑所需的最大亮度,例如,偏移激光打印(计算机到打印机)。
激光棒中smile效应的存在有可能使整体快轴亮度降低50%到80%。这是因为激光源在快轴上的表观高度与微笑成比例增加。
将快速轴准直器(FAC)镜头放置在激光棒的前面,要么会导致更高的残余发散,要么会导致更大的聚焦点(图6)。

图5。无smile(上)和3 μm smile效应(下)的10发射器激光棒的近场表征。由于微笑,在快轴上的表面大小(由下面的虚线帧表示)被放大了。图片来源:Monocrom
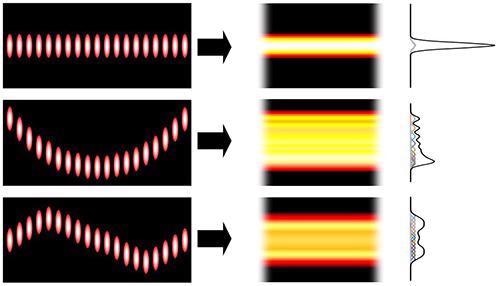
图6。在快轴准直(中)下,不同的微笑模式(左)产生不同的快轴强度分布。沿着快轴的远场强度剖面是激光棒内与发射器一样多的线形点叠加的结果(右)。图片来源:Monocrom
抑制微笑的替代方法
尽管面临上述挑战,HPDL行业已经发现了克服微笑效应的方法。一个突出的解决方案是“硬钎焊”,使用AuSn合金作为界面材料,CuW作为散热片(图7,左)。2
硬钎焊使半导体的CTE、散热片金属和钎焊接口变得更加紧密,从而产生比使用铟更可靠的连接(图7,中间)。这种方法使微笑效果最小化,但也付出了代价。
与铜相比,CuW的导热系数显著降低(约低50%),可加工性也低得多,成本也高得多。
因此CuW组成只用作激光器条和散热器,其通常由铜制成的中间体积。这种方法增加了额外的热阻跳转到激光二极管封装,但这种方法的好处被限制为少数的应用程序。
有一种方法从涉及铟和硬钎焊的方法中脱颖而出。Monocrom已经证明了clamp™的优点超过20年,这种方法依赖于极其简单的机械压力原理(图7,右)。
概念上的简单并不总是意味着简单的工程,Monocrom仍然是唯一一家能够将这种革命性的方法引入激光二极管封装的公司。
夹紧™技术主要依赖于在铜散热器上有良好的表面光洁度,并与激光棒建立直接的热和电接触。这些因素随后通过机械力的应用而增强。
焊接棒通过热沉(阳极)与p侧接触,金属丝连接到n侧(阴极)。夹紧的金属条被夹在两边,使用的是作为阳极和阴极的笨重散热片。
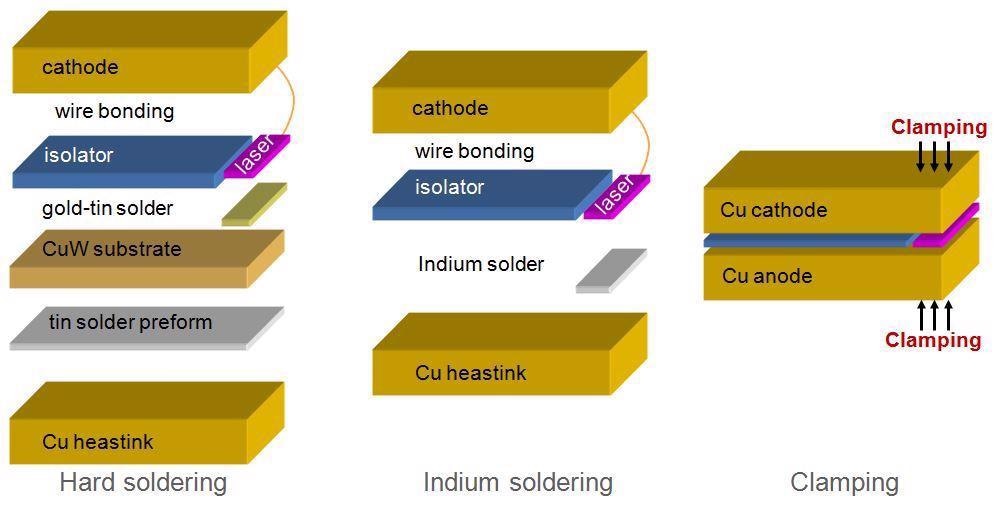
图7。激光棒封装和夹接最常见的焊接方法的比较TM值技术.图片来源:Monocrom
夹紧™的优点有很多:
-
冷进程:否残余应力是由不相似的CTE引起的,这意味着微笑被限制在所述热来实现所述的表面平坦性水槽本身 - 通常微米以上1厘米2(图8)。
-
最小热阻跳变:热从激光棒直接抽到散热片,只需要考虑铜与半导体材料之间的接触电阻即可。
-
热量将从p边和n边消散,提供了一个额外的散热路径。在连续波和高占空比QCW操作的情况下,这允许在两个电极上使用水/乙二醇冷却通道。这也减少了对微通道冷却的需求——毫米大小的通道可以使用,从而降低了腐蚀敏感性,并确保最低的维护要求。
-
简单,降低成本:不涉及接口材料,不需要焊接设备。2020欧洲杯下注官网机械力是通过不锈钢螺杆施加的,铜散热器的完美表面光洁度是关键因素。
-
在脉冲模式下优异的性能:缺乏水平的残余应力消除的期间的连续上/由关节和激光条遭受疲劳断循环,最终增强了设备的使用寿命。
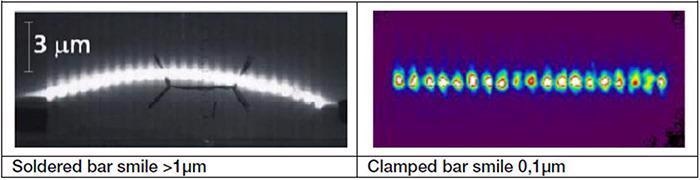
图8..在焊接激光棒(左)和夹紧激光棒(右)内单个发射器(快轴准直+慢轴成像)的典型强度剖面。图片来源:Monocrom
夹紧™可以理解为一个聪明的解决方案,以一个具有挑战性的问题的包装,其中一个Monocrom有效地作为标准生产工艺的一部分来实现。
参考文献
- CTEIn = 33 μm·m-1·K.-1;CTECu = 17 μm·m-1·K.-1;CTEGaAs = 5 μm·m-1·K.-1
- CTEAu(80)Sn(20) = 16 μm·m-1·K.-1;CTECuW = 5-9微米·米-1·K.-1

这些信息已经从Monocrom提供的材料中获得、审查和改编。欧洲杯足球竞彩
有关此来源的更多信息,请访问Monocrom。