AZOM对Levicron总裁Ralf Dupont博士的讲话,关于HSK钳作为自动化工具夹紧CNC机器的新行业标准。
您能否将Levicron描述为公司及其CNC和超精密加工的主轴解决方案?
Levicron专注于开发和提供具有超精密性能的CNC加工主轴解决方案。这不仅允许CNC加工,以完全自动化的光学质量创建零件和模具,而且还可以实现超精密加工解决方案,以向其机器功能添加自动化。为实现这一目标,已经开发出许多独特的解决方案,导致形成独立产品。这也适用于我们的春季较少的HSK工具夹紧单元SLH-X。

图1:Levicron - Ultra-Precision满足CNC性能
请您解释一下HSK(空心轴锥度)是什么,为什么它已经成为数控加工的国际标准工具接口?
HSK夹紧,根据DIN 69893,是SK夹紧系统的继承者,该系统已成为数控机床自动化刀具夹紧的国际行业标准。刀具本身被夹在刀架中,刀架在加工过程中自动装入主轴。它是预先设定好的,安装在机床的链条或圆盘装载机中,只需在G-code编程中召回刀具,机床就可以提供数百种刀具进行加工。
与SK系统相比,HSK系统明显更轻,而且由于额外的轴向面连接,甚至更硬。不过,真正的创新是另一种。虽然主轴内锥度和刀柄外锥度的形状需要加工得非常精确,但实际直径的形状并不重要。刀架的外锥度直径略大,因此,当它被拉入主轴锥度时变形。这允许可管理的公差和经济的生产这样的工具夹具。SK系统使用刀柄顶部的一个简单的拉销将主轴锥度拉入,而HSK系统需要一个由内部拉销操作的分裂夹头。内部拉销将分裂夹头驱动到外部或内部,并通过其内部凹槽轮廓夹紧或松开刀架。
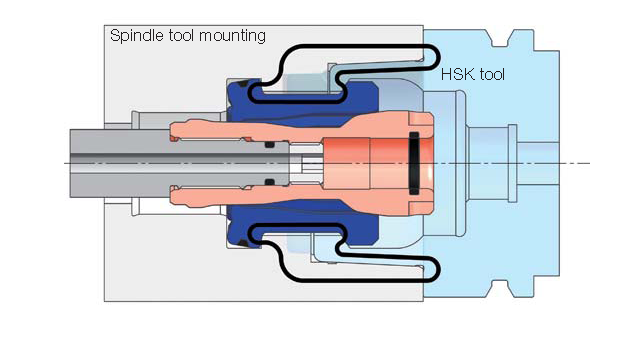
图2:HSK钳位,DIN 69893;来源:https://roehm.biz
为什么夹紧重复性要优于夹头系统呢?
如所解释的,刀架锥度略大于主轴锥度,并且当拉入主轴轴时,在几微米的范围内变形。与压配合一样,这给出了出色的径向对准。由于HSK界面还具有主轴轴和工具支架之间的轴向面连接,也是完全控制和可重复的轴向位置。来自levicron的主轴,具有HSK界面,提供径向和轴向的0.2微米下方的换刀。精密夹材系统使用直接握住工具的分体夹头。精确分流夹头的受控制造非常困难,一旦分开夹子就无法再检查。在此,在分裂过程中毛刺和释放材料应力是完全未知的。由于夹头系统不具有轴向面连接,如HSK接口,未给出轴向重复性,并且在装入主轴后需要设置每个工具。
当前HSK夹紧装置如何管理主轴内夹紧?
由于HSK系统可能是巧妙,请将力量传递到界面仍然是其最弱点,并影响主轴性能,准确性和可维护性。对于电流解决方案,使用弹簧系统永久输送拉力。虽然需要适度的拉入载荷,但弹出和夹紧工具所需的运动很长,需要非常长的弹簧系统。Roehrs Springs或数百个圆盘弹簧是必要的,而这些弹簧需要紧紧地坐在主轴轴内,它们仍然需要一些到轴孔的间隙工作。每个刀具改变使弹簧略微取出,并与弹簧系统长度一起移动,这导致重型轴以及更差的转子动力学。圆盘弹簧故障,改变夹紧行进和非常复杂的装配程序是导致缺陷的。在此之上,为了在牵引杆开始移动之前,将卸下弹出力首先需要克服圆盘弹簧的预载力。这使得保持轴承系统损坏所需的保留系统。
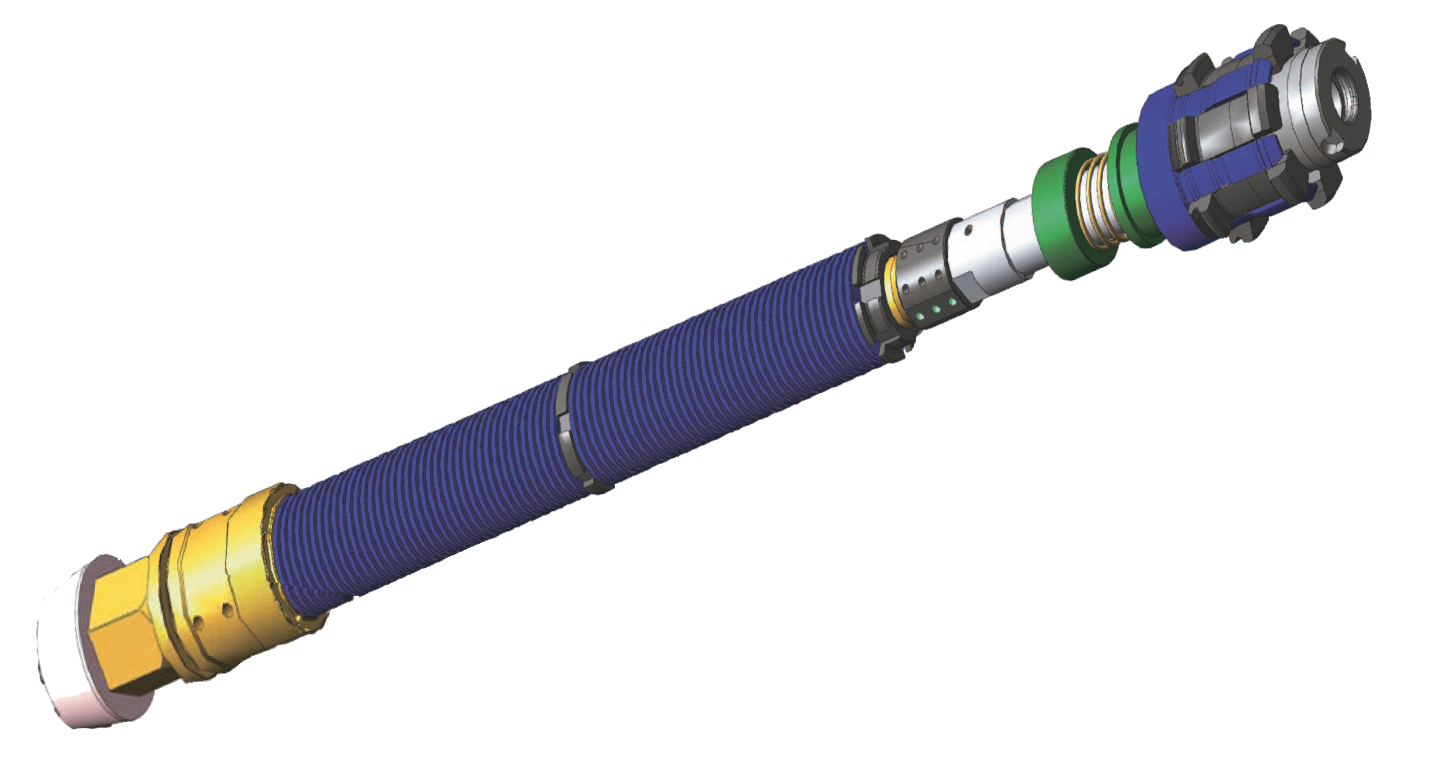
图3:最新的艺术弹簧式HSK夹紧装置的状态;来源:https://roehm.biz
为什么Levicron不得不提出他们的SLH夹紧装置和一个新的解决方案?
在主轴解决方案中,为了适应当前的HSK夹紧系统,必须在轴内安装一个长而不一致的弹簧系统,这首先表明,必须开发一种不同的解决方案,用于高速和超精密主轴解决方案。
您是如何克服当前解决方案的问题的问题,以及OEM和最终客户的好处是什么?
自锁是关键。在具有自锁单元的实际HSK接口之后,已经尝试更换弹簧系统。在HSK接口内的锥形连接之上,这些系统以非常小的角度添加了进一步的锥形连接。由于与非常浅的角度如此多的锥形连接,它们非常难以调节,而不是相对于夹紧行程和力一致。回到2017年,在整个新的主轴开发过程中,levicron有想法使HSK接口本身在维护DIN 69893标准时自动锁定。与传统的弹簧基系统相比,接口加上弹簧或锁定单元而不是两个串行系统 - 界面加上弹簧或锁定单元 - 仅与传统的弹簧系统相比仅导致30%的重量和长度。牵引杆不必用轴旋转,因为没有轴向弹簧负载,喷射力减小了60%,使得不需要保持系统以保护轴承被过载。
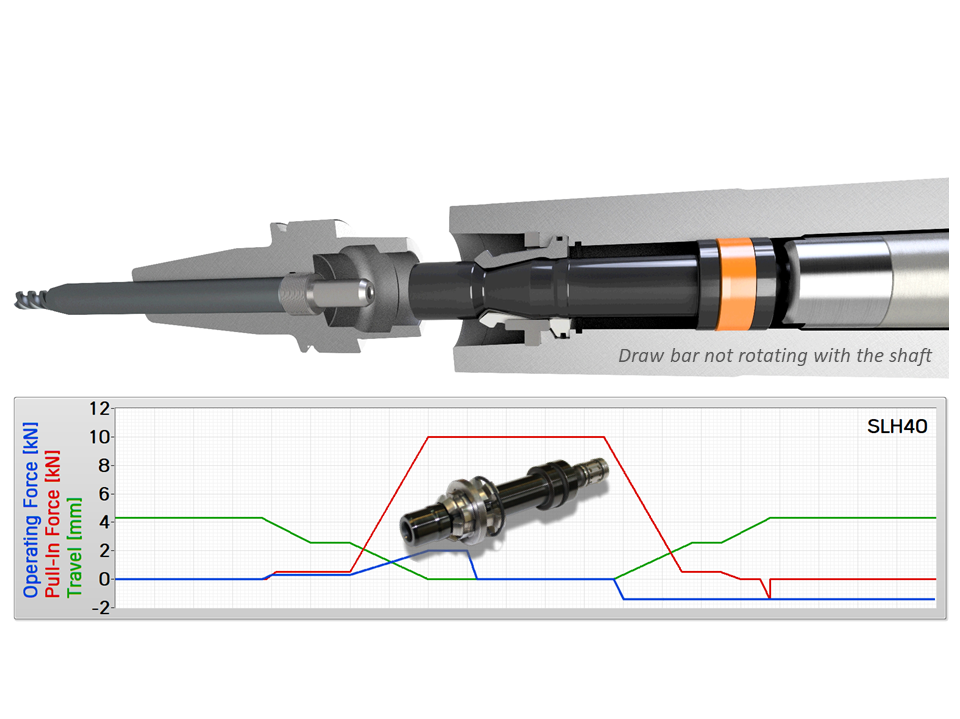 图4:非旋转延伸栏和夹具/解密力(HSK40)
图4:非旋转延伸栏和夹具/解密力(HSK40)
这个想法三个月后,我们的第一个SLH-X系统进入了200万刀具的循环测试。结果是壮观的。在轴动力学的显着改善之上,通过大量的轴动力学,一致性,可维护性和主轴生命周期的可靠性得到了很大的改善。自levicron不仅用HSK钳位替换所有主轴解决方案中的HSK夹紧装置,而且通过SLH-X改变了它们的生产中的所有HSK夹紧。
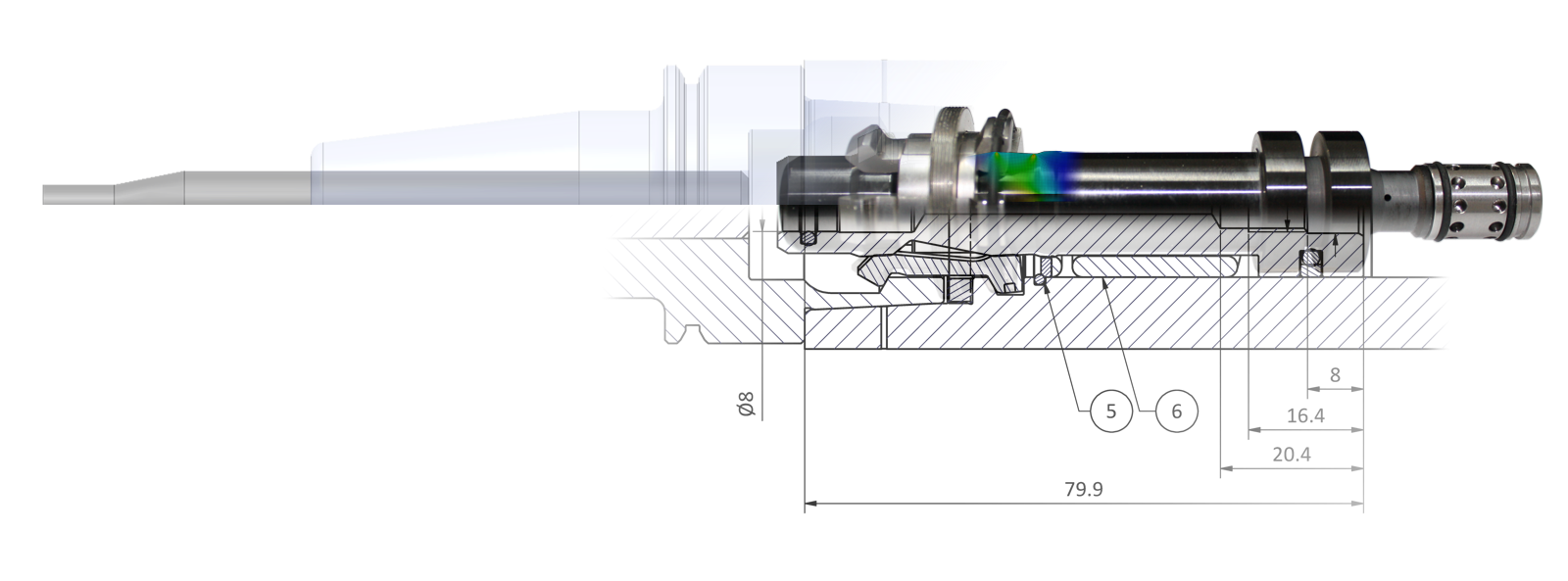
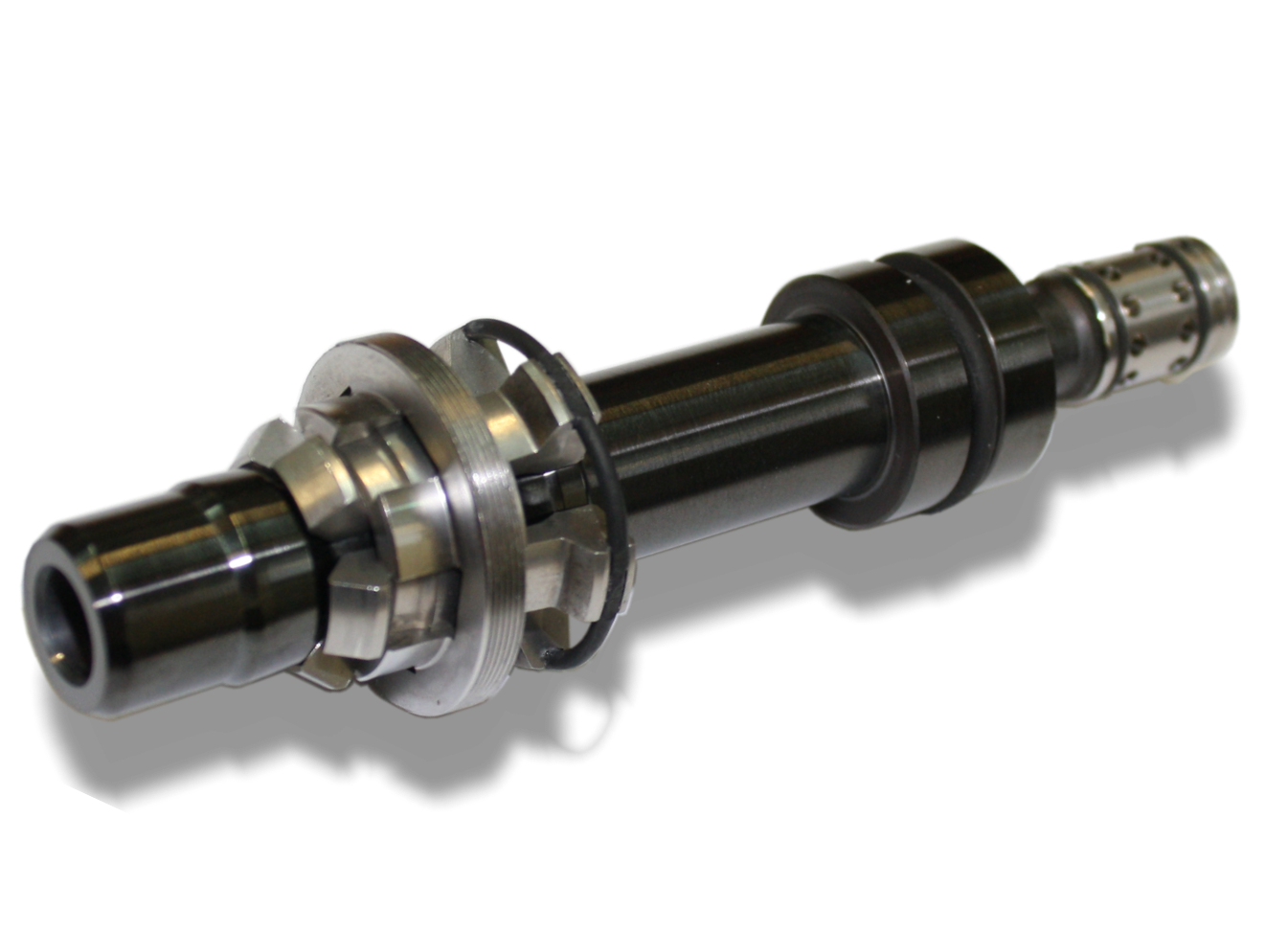
图5:Levicron的SLH-X - 自锁式HSK接口轴和轴线单元
OEM的好处是简单的。它获得了一致,可重复和强大的HSK夹紧以及卓越的轴动力学,以及更好的可维护性。通过使用硬质材料滑动涂层,我们的SLH-X在其寿命上免维护。
另一方面,终端客户受益于更一致的零件质量,因为更好的轴动力学,甚至更好的表面光洁度和更长的工具寿命。
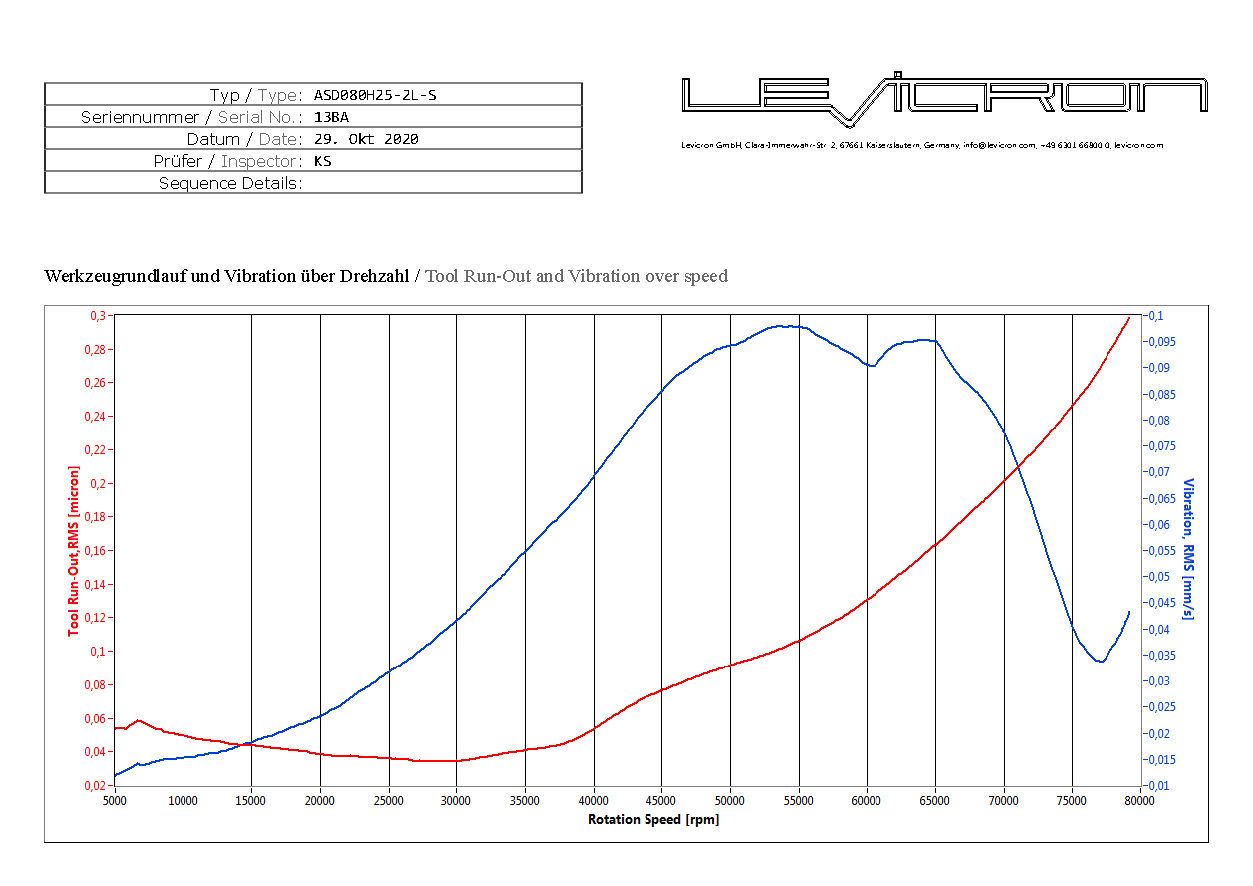
图6:带有SLH25的Levicron ASD-H25 / A速度的动态刀具输出和振动。
如果自锁解决方案是显而易见和简单的,您如何保护您的想法,到目前为止市场的意见是什么?
在实现轴或轴内部的HSK夹紧系统的简单,可靠和一致性,可以使用我申请国家和国际专利的自锁HSK界面思路。欧洲专利被授予,中国,美国,日本A.O的国际方面。未处理的。
在市场上,我可以看到不正确的信念,即在更高的速度下,将分流夹板推入支架的凹槽,从而增加刀架上的拉力,而且还会降低自锁的预载荷。实际上,壳体的相反是因为在中间的分流夹头弯曲,因此甚至稍微增加自锁的预负荷。这已在模拟中验证和许多形式的动态测试。
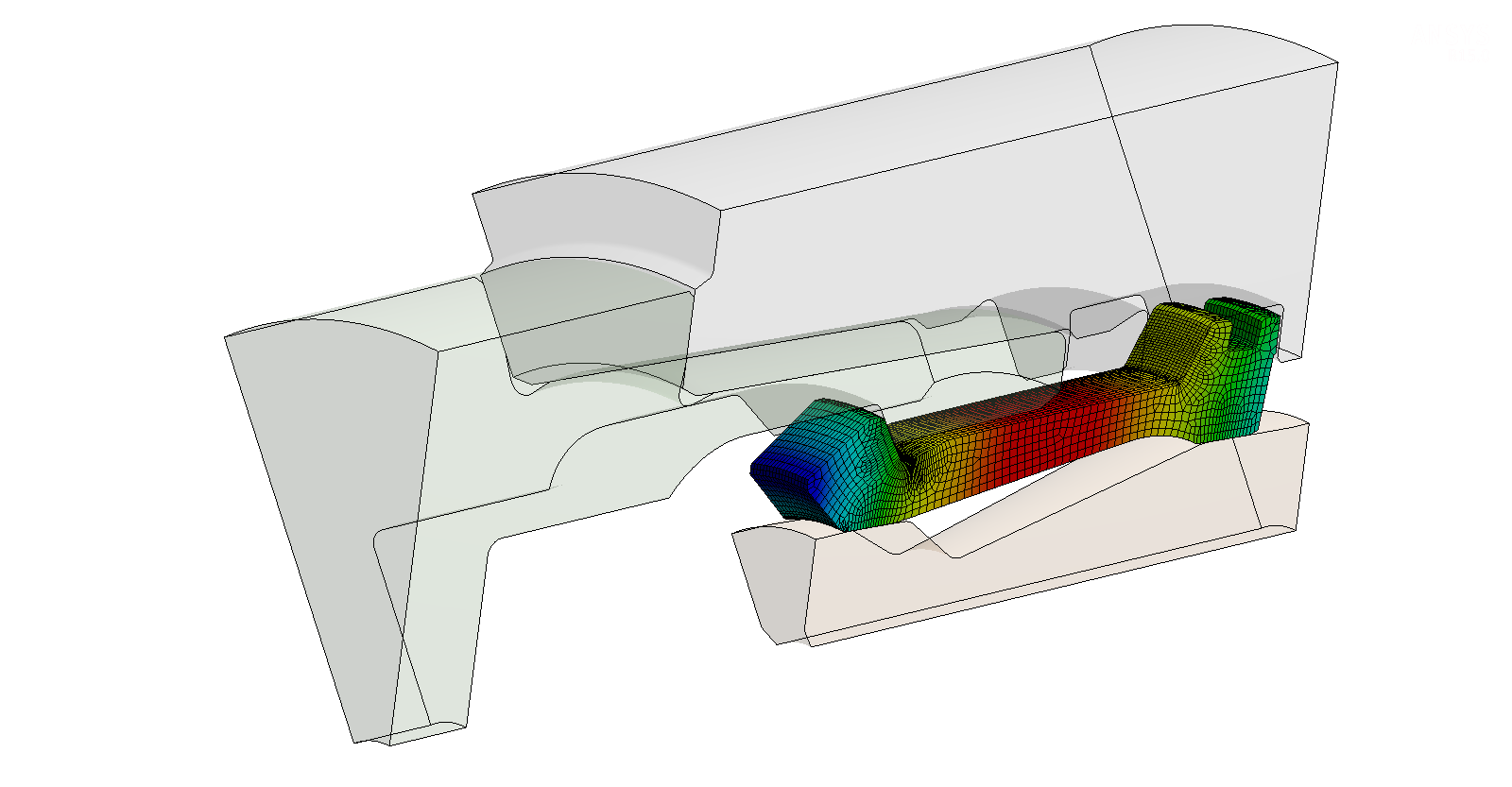
图7:模拟结果证明了在更高的主轴转速和侧负载下的预负荷
除了主轴侧,还有刀架侧。你是否解决了这个问题,为CNC加工提供超精密主轴解决方案?
这甚至是在SLH-X夹紧单元之前出现。由超精密加工侧的客户推动,我们必须解决刀具输出,工具钳重复性,以及平衡HSK工具支架的质量与我们的超精密电机主轴相结合。虽然标准工具持有者持有的实际和平均平衡质量高达3微秒的延伸到3微米的四倍。超精密加工不可接受任何更高的东西。在制造主轴轴上使用我们的专业知识,我们能够创建我们的UTS-X HSK持有人系列,不仅提供了比DIN 69893中所述的行业标准更好的平衡质量,还有三倍的工具射流.与我们的UTS-X HSK工具架系列相结合,我们保证了一个低于0.8微米的工具,工具夹重复性低于0.2微米,因此具有HSK工具夹紧的真正的超精密主轴解决方案。

图8:UTS-x -超精密HSK刀架
目前和未来的超精密加工解决方案如何受益于HSK夹紧?
对我来说,下一个,在我看来,超精密加工解决方案的必要步骤是明确的。这个世界正朝着全自动化加工的方向发展,我们不能忽视这个行业。使用工具装载机和机器人技术的自动化刀具和工件更换,以及完全自动化的机器测量和机器校正,很可能是证明其未来存在的必要步骤。
Levicron现在将成为夹紧设备的供应商吗?
是的,没有。我们的核心竞争力是开发、制造和销售用于数控加工的超精密主轴解决方案。然而,为了实现我们的目标,我们必须想出许多新的解决方案,因为这些方案还没有商业化。虽然这意味着艰苦的工作,但它也使我们能够利用这些解决方案生产新的产品。这也适用于我们的HSK夹具SLH-x和超精密刀架系列UTS-x。事实上,我们的HSK工具夹具SLH-x工作得很好,我看到它们在未来有非常广泛的用途,我决定将它们推向市场。在这里,未来的客户可以相信,SLH-x系统的完美运行符合开发商和制造商的最大利益。然而,为了专注于我们的核心业务,我们正在寻找一个强有力的合作伙伴在工具和工具夹钳业务,我们可以合作。在那之前我们直接卖给客户。
将未来涵盖的HSK大小是多少?
使用我们的SLH-X HSK钳位单元,我们现在覆盖HSK25,HSK32和HSK40。SIZE HSK20和HSK63正在开发。
我们的ut -x刀架系列还涵盖HSK25, HSK32和HSK40。请向我们询问合适的刀柄尺寸和刀柄长度。
其他公司如何与您联系以切换到您的SLH夹紧单位?
只要通过我们的官方电子邮件地址联系就可以了。如果您能给我们一个您的应用程序的大纲,我们也可以为您提出最好的解决方案的建议。你可以在我们的网站上找到其他信息。如果你像我一样喜欢打电话,就用我们公司的电话号码联系我。
关于拉尔夫·杜邦医生
20多年来,拉尔夫一直由非接触轴承系统,如空气轴承以及精密工程和加工驱动。
来自高速钻孔锭子和离心式压缩机背景,RALF成立了Levicron 2010年,并促成了他对精密加工和高速主轴系统的诱惑。
拉尔夫拥有凯泽斯劳滕大学工业工程学位。
Ralf此前曾就职于Air bearing Ltd, MAN Turbo AG, Fischer-Precise AG和凯泽斯劳特恩大学。
免责声明:这里表达的观点是受访者的观点,不一定代表Azom.com Limited(T / A)AzonetWork,本网站的所有者和运营商的观点。此免责声明构成了部分条款和条件使用本网站。