复合轴承采用多样化产业由于其强度、磨损和摩擦特性,以及他们的能力不使用外部润滑的有效运作。
尽管提供最健壮的摩擦学性能,纤维缠绕复合轴承在历史上是有限的尺寸公差由于卷绕过程本身的功能。
来机复合轴承严格的尺寸公差也在历史上是有限的,因为这些经常包括连续聚四氟乙烯纤维在加工过程中容易磨损和破裂。
新型自润滑纤维/树脂复合轴承技术的进步导致了小说纤维结构能够克服加工的局限性,同时继续提供优良的摩擦学性能。
本文探讨了这些加工的本质局限性,突出关键材料设计的发展寻求克服这些局限性。欧洲杯足球竞彩
背景
复合轴承已在水电应用程序经常使用了20年,担任lubrication-free替代油脂。这些轴承一直展示了他们能够改善磨损性能和工作寿命和历史使用青铜轴承。1
小门位置通常代表一个具有挑战性的复合材料和其他类型的轴承,轴承条件虽然PTFE-containing复合轴承具有健壮的摩擦学的性能在水力发电2和其他一系列激进的工业应用。
良好的尺寸公差和稳定至关重要的生存能力复合轴承在水电应用程序中,包括小门的位置。中等大小的手段通常是在轴承内孔上执行后,绕组和固化过程,以确保目标实现尺寸公差。
这历来是进行轴承制造过程本身。
东方注入水轮机
东方电气公司接洽GGB在2016年试图收购技术轴承解决方案适用于一个新水泵进行储存设施在鸡西,安徽。
网格能量储存可再生能源的发展是至关重要的,因为这是关键管理可再生能源的可用性之间的差距可用性和高峰需求——这种差距一直是可再生能源的广泛应用的障碍。
抽水蓄能代表最高的能量存储和体积意味着满足中国不断增长的电力需求的一个关键工具。
这个设备有独特的轴承的要求。需求紧公差已经成为整个行业越来越普遍,但这设施需要一个偏心轴承孔的加工余量后安装。
是至关重要的,轴承能够容纳头罩抵消,但最终抵消的性质仍将是未知的,直到后期施工后轴承已经安装。这个特定的和中央要求需要在设计和制造最大的灵活性。
可加工的轴承产品开发来满足这些需求。这种产品——耐磨衬套设计由客户安装后加工轴承——杠杆的有益特性不连续聚四氟乙烯纤维在热塑性纤维为实现这一目标。
可加工的轴承有一个稳定、超大的摩擦学的层旨在促进加工的客户,使他们能够适应他们的精确的尺寸需要per-bearing基础上。
来满足这个需要大幅抵消,GGB的跨学科团队的工程师和设计计算轴承的摩擦学的层大小以适应完整的范围的偏移尺寸。
这个厚层允许轴承加工的客户一旦轴承安装在各自的外壳。
复合材料设计最佳的摩欧洲杯足球竞彩擦学性能
一个普遍和流行的方法复合轴承制造利用连续的,扭曲的聚四氟乙烯纤维,另一个热塑性——例如,聚酯-部分封装或聚四氟乙烯纤维。
聚四氟乙烯纤维往往表现出不利的成键特征,这意味着这些理想情况下应该支持在环氧树脂矩阵。颗粒填料偶尔会被添加到聚合物复合树脂矩阵,例如,石墨,1聚四氟乙烯3或其他颗粒类型。4
先前的研究已经强调了轴承材料设计的优点与磨损性能,交配的轴承和轴材料。5
最常见的小门条件确定并概述了美国陆军工程兵团的测试规范:方面TR 99/104。2本指南中概述的测试功能中度到高和变量加载(23-30 MPa),以及一系列的抖动(低角度、高速振荡)和慢,大角度振动测试条件。
本文的研究中,自润滑轴承的摩擦学的性能在一个小门应用程序测量使用美国陆军工程兵团(COE)规范方面TR 99/104。2
这个测试需要使用两个不同的条件在同一连续测试评估轴承性能(表1)。
表1。测试条件:美国陆军COE规范方面TR 99/104。来源:GGB
| 。 |
| 负载: |
23 - 30 MPa |
抖动条件: |
每隔15分钟: |
| 轴承尺寸: |
127毫米ID |
+ / - 1°
2赫兹 |
+ / - 15°
0.1赫兹(10秒全扫描) |
| 轴: |
17 - 4 |
| 硬度: |
HRC 40 |
| 粗糙度: |
Rc: 0.4µm max |
先前研究的潜力在加工使用的轴承类型研究探讨其性能状况指定的犹豫不决。5摩擦学的性能在特定模式评估存在许多轴counterbody类型相比基线复合自润滑轴承。1
轴类型评估是由密集的镀铬薄、低碳钢(1040级)和硬化不锈钢(420级)。这是证明了基线复合轴承导致的存在tribo-oxidative穿在这两种钢的成绩,导致相当大的轴粗加工。
轴粗糙度的增加导致加速轴承磨损的聚合物基自润滑表面。图1和图1 b突出这两个现象:轴粗化及其相关轴承磨损。
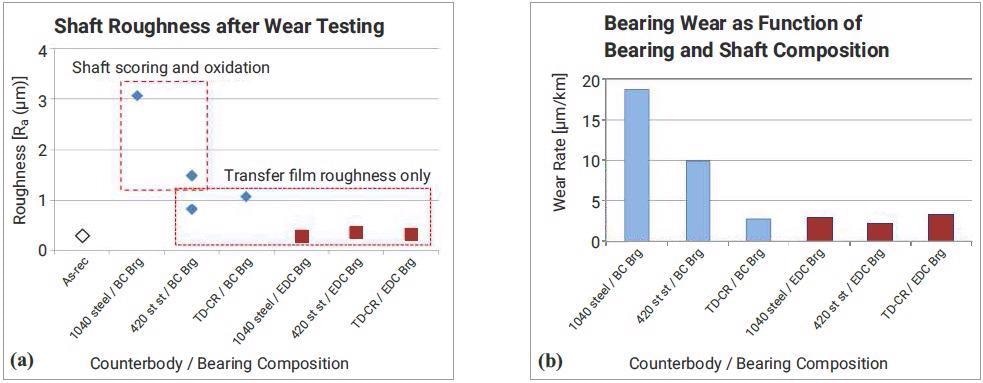
图1所示。摩擦学的数据显示(a)轴穿后粗糙度测试展示不同基线组合轴承和一个先进的轴承设计增强抖动性能。轴承是这项工作调查中使用的相同加工反应。伴随轴承磨损(b)也显示出来。图片来源:GGB
聚四氟乙烯纤维轴承研究表现出这些有害的反应。5图1和图1 b也强调这良好的性能,提出了图表所示,增强复合(EDC)犹豫不决。
指出这是轴粗糙度没有显著变化的三种counterbody调查。轴承磨损也较低。理论,EDC轴承的形成一个统一的、自润滑转移膜导致这个良好的摩擦学性能。
也表明,这色转移膜的形成有助于抑制tribo-oxidation,消除轴损坏,提供轴承低磨损和一致的摩擦学的系统的性能。
增强纤维技术使标准加工程序的应用。而连续在加工聚四氟乙烯纤维会断裂,部分原因是贫困结合的树脂矩阵嵌入-不连续的聚四氟乙烯纤维包裹在热塑性纤维提供良好品质的摩擦学和切削加工性能。
上述轴承作为增强犹豫不决复合现在将在本文中描述为不连续的聚四氟乙烯纤维复合材料。
复合材料的切削加工性欧洲杯足球竞彩能的设计
高级纤维/树脂复合轴承开发确保良好的摩擦学性能通常是通过结合制造的自润滑机制。
一个这样的方法采用润滑颗粒填料如石墨,1聚四氟乙烯(PTFE)3或其他类型——包括多个相同的轴承润滑填料。4
自润滑材料经常包括聚四氟乙烯纤维支欧洲杯足球竞彩持减少摩擦和磨损。这些也可能包括一个额外的热塑性纤维改善轴承的耐磨层的结构完整性。1、3、4这些纤维的建设也可能影响耐磨表面的加工反应。
这里描述的实验进行比较加工反应复合轴承生产两种不同纤维类型之间的差异,这两种都是通过纤维缠绕工艺制作的。
一个轴承类型采用隔离但连续纤维热塑性和聚四氟乙烯组成。这些都是混合和扭曲在一起来创建一个统一的纤维束。第二个轴承类型采用复合纤维结构不连续聚四氟乙烯纤维在热塑性纤维组成的矩阵。
图2和图3的功能横断面图像展示这些纤维结构的差异。图2 b显示突出长,连续的聚四氟乙烯纤维,而图3 b显示几个短,不连续纤维在较大的热塑性纤维。
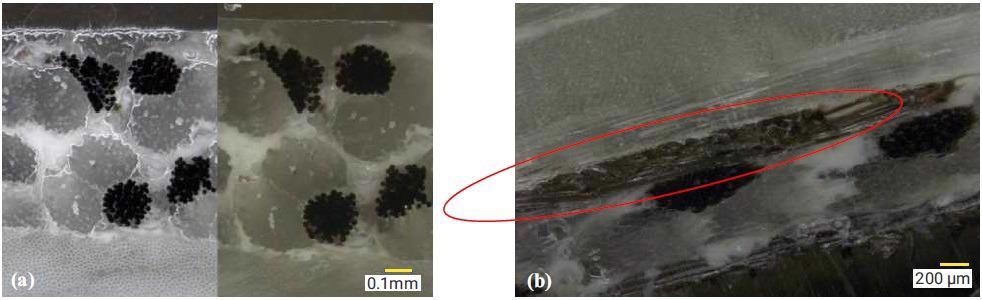
图2。横断面图像显示了连续的聚四氟乙烯纤维结构。图片(一个)显示了纤维结构在横向视图(b)显示了一个纤维纵向,所反映出的红色椭圆形。图片来源:GGB
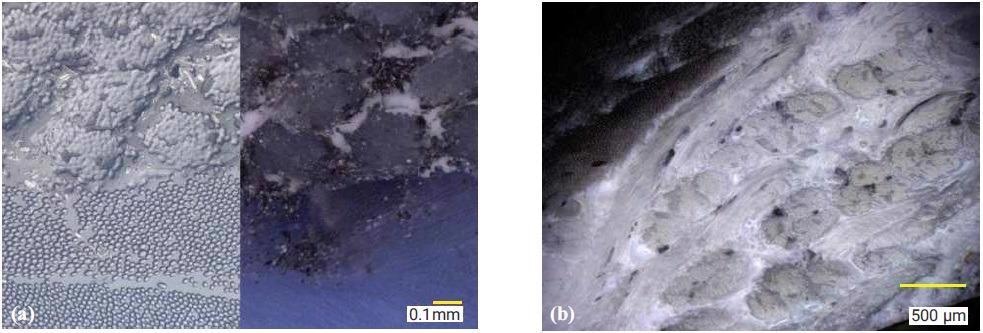
图3。横断面图像显示不连续聚四氟乙烯纤维结构。图片(一个)显示了纤维结构在横向视图(b)显示纤维纵向,突出了红色的椭圆。图片来源:GGB
连续和不连续的聚四氟乙烯纤维类型都发现能够提供良好的自润滑特性。1、4两种类型的加工之间的显著差异反应导致不同的应用条件。
人们普遍认为通过“标准”加工加工技术(通过传统的车床和单点工具)是更可取的时达到最优维特征和最大的灵活性在最后的制造过程。
连续的聚四氟乙烯纤维展示倾向于竞争,打破当加工通过这些标准方法,然而。相反,这个结构是通过一个ID可加工的适应严格的尺寸公差研磨过程。
这个过程是受雇于最初的轴承制造商,但发现这个过程不是转移到最终用户。因此,有必要设计一种替代材料结构,以确保良好的加工反应适用于标准的加工技术提供给终端用户的最终装配位置。
实验的程序
加工的研究
反应加工研究进行评估加工复合轴承作为纤维矩阵结构的函数。
本研究旨在比较轴承衬垫用连续的聚四氟乙烯纤维制作的扭曲和次要热塑性纤维与轴承用复合纤维制作的不连续的聚四氟乙烯纤维包裹在热塑性塑料。
开发一个测试矩阵测试一系列的条件,包括:
轴承使用了一个127毫米的内部直径(ID)。类型是由硬质合金工具,以尖端半径的0.4毫米,1.6毫米,3.1毫米和9.5毫米。
切削表面速度范围从1.2到3.3米/秒(180到127毫米ID 500 rpm),而削减的深度范围从0.635毫米1.27毫米(直径)。固定的旅行速度0.127毫米/革命是维护。
图4一4 b 4 c、4 d显示所使用的刀具在这项研究中,强调采用切削半径的变化——从一个锋利的工具点0.4毫米半径完全循环9.5毫米半径的工具。

图4。加工中使用的工具类型研究。工具是硬质合金切削半径从0.4到9.5。图片来源:GGB
图5显示了加工配置。加工测试部分是在车床时通过使用人数由单点加工镗杆。测试部分是然后旋转,镗杆和刀具纵向沿表面的一部分。
在本研究中两种切削加工性能的措施。一般加工反应是通过定量评估表面粗糙度测量使用蔡司Surfcom 130年进行轮廓曲线仪。
表面状况是评价视觉通过成像使用日本基恩士vhx - 1000显微镜。这个乐器提供足够高的动态分辨率来说明粗糙和曲面的条件。
确定轴承的维反应加工过程分别进行评估。维研究中使用的部分插入到一个固定的钢主死(图5 b),以确保一致的外直径和圆度的部分。
接下来,主模和封闭的部分在车床在测试前举行部分是通过方法类似于加工方法显示在图5。
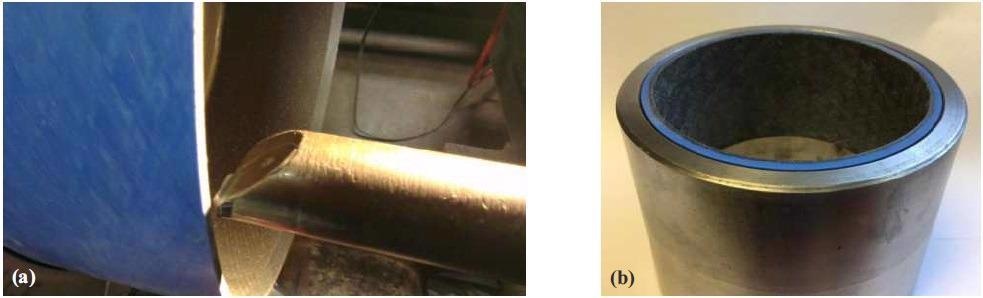
图5。图像显示加工研究中使用的方法。图片(一个)显示了一个在自由州加工部分,用于分析加工后表面粗糙度。图像(b)显示了一个加工件在主人死后,用来评估维度的回应。图片来源:GGB
结果
两种测量方法是采用量化加工反应:表面粗糙度报告为平均粗糙度(Ra)和内部直径测量通过坐标测量机(CMM)。
粗糙度测量
图6和图7提供粗糙度数据功能的纤维类型和加工参数。图6和图6 b比较不连续纤维的连续纤维切削速度和刀具半径的函数。
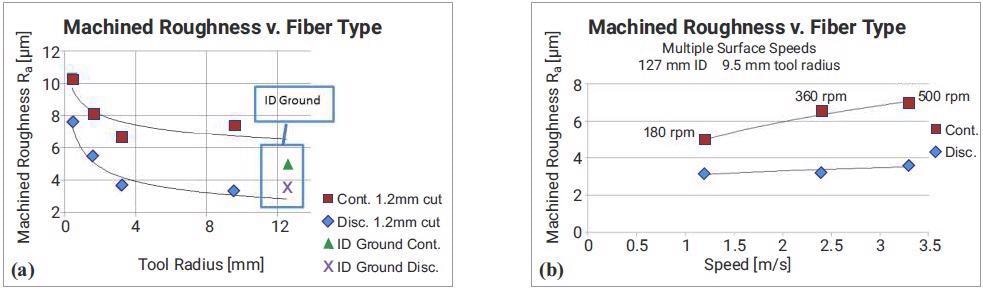
图6。粗糙度数据比较加工响应连续聚四氟乙烯纤维结构和不连续。数据显示为工具半径和切削速度的函数。图片来源:GGB
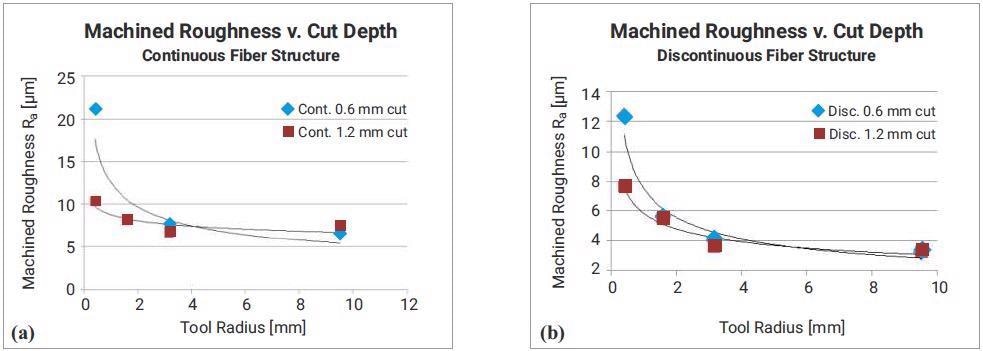
图7。加工粗糙度数据显示切割深度的影响。图(一个)显示数据连续聚四氟乙烯纤维结构;图(b)为不连续的聚四氟乙烯纤维。图片来源:GGB
工具半径范围从0.4毫米到9.5毫米在整个研究中,粗糙度数据确认提供的不连续结构显著降低粗糙度和连续式。这种情况被发现在整个范围的半径的工具。
加工粗糙度也是衡量和评价为ID地面样品。这是现任方法出现之前的单点工具加工方法。
粗糙度数据凸显了提高粗糙度连续纤维复合,但这仍然比其不连续纤维粗糙。研磨的方法没能证明粗糙度对不连续纤维结构的改进和3毫米或9.5毫米半径的工具。
这是确定切削速度没有影响不连续纤维复合的粗糙度范围内的测试。指出,连续纤维结构是影响切削速度,以增加速度导致粗糙度增加。
粗糙度测量切削深度的函数,与图7强调复合材料的切割深度对粗糙度的影响进行调查。
虽然没有复合类型出现切割深度较大的刀具半径的影响(生产更好的完成在这两个复合类型),结果表明:刀具半径的影响更明显在最小的工具半径和降低每个纤维类型的切割深度。
加工表面的成像
视觉检查加工表面进行补充加工反应的定量分析。图8显示表面的复合类型ID后磨(专门为加工连续纤维的产品开发过程)。
连续纤维表面展示小纤维磨损,虽然这被认为是标准的和可接受的成品。不连续纤维表面(图8 b)显示没有磨损或松散的纤维,表面光滑。
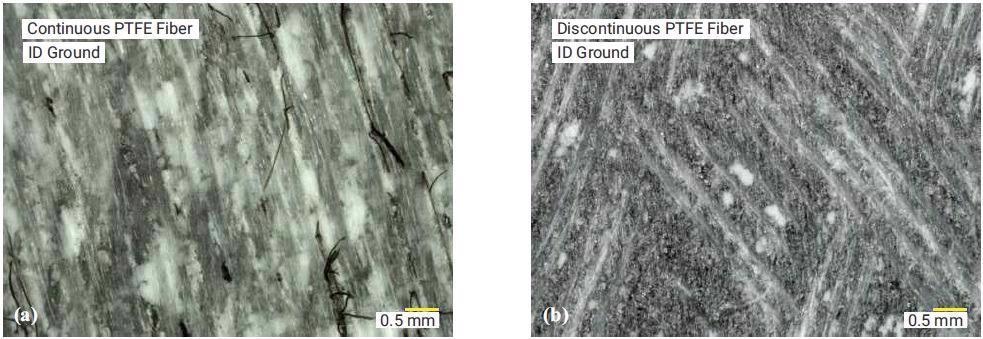
图8。连续的聚四氟乙烯纤维的表面图像轴承使用基线磨(ID)过程二次加工方法(左)(a))。右边的图像(b)显示了不连续的聚四氟乙烯纤维轴承表面由相同的ID磨削加工过程。图片来源:GGB
重要的是要强调不连续纤维复合表面的粗糙度测量发现小于连续纤维复合µm Ra - 3.5和5.1。
图9显示的表面加工的最小半径- 0.4毫米。这些发现展览的大致测量表面任何工具各自的数据集内半径:10.3µm连续纤维和7.6µm Ra不连续纤维。
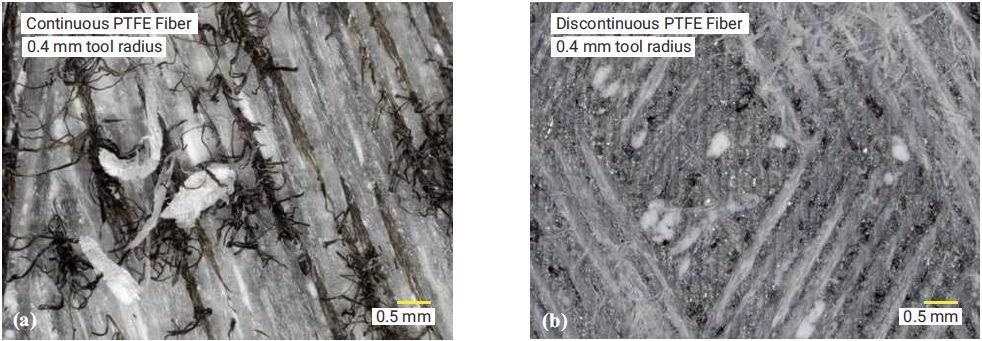
图9。两种材料的表面条件后单点加工使用0.4毫米半径的工具。欧洲杯足球竞彩图片(一个)显示了连续纤维聚四氟乙烯轴承和(b)的聚四氟乙烯纤维轴承材料。图片来源:GGB
连续的聚四氟乙烯纤维显示明显磨损和断裂的外观。也注意到周围的纤维/树脂矩阵在不利的方式改变,与加工芯片矩阵材料可见在最后的加工表面。
不连续纤维的状况明显优于连续纤维的版本,但它确实表明纤维磨损度未见更大半径的工具。
图10显示的表面加工(9.5毫米)半径最大的工具。这表明连续的聚四氟乙烯纤维表现出一定程度的断裂但低于使用0.4毫米工具。
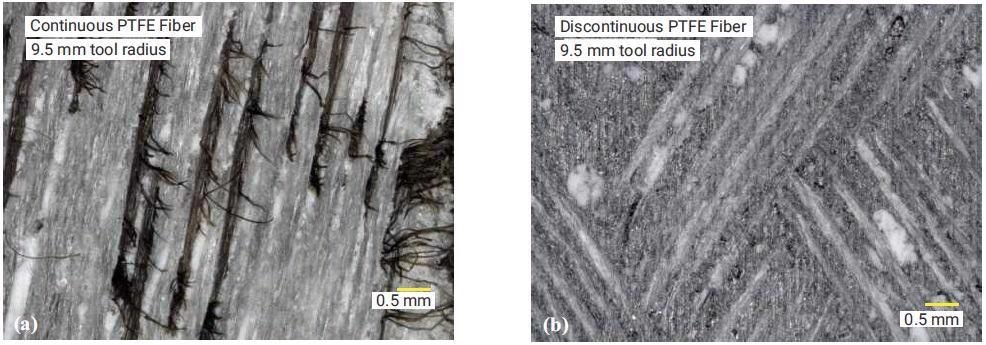
图10。两种材料的表面条件后单点加工使用9.5毫米半径的工具。欧洲杯足球竞彩图片(一个)显示了连续纤维聚四氟乙烯轴承和(b)的聚四氟乙烯纤维轴承材料。图片来源:GGB
也注意到周围的矩阵没有透露损失更大半径的工具,与0.4毫米半径的工具。
表面的不连续纤维复合,加工与9.5毫米半径工具表现出没有纤维磨损或其他表面损伤,再一次,与0.4毫米半径的工具。
图11显示了宏观尺度的图像不连续聚四氟乙烯纤维的表面部分。这些部分被发现的表面光滑,无明显的损坏或其他粗糙的视觉证据。
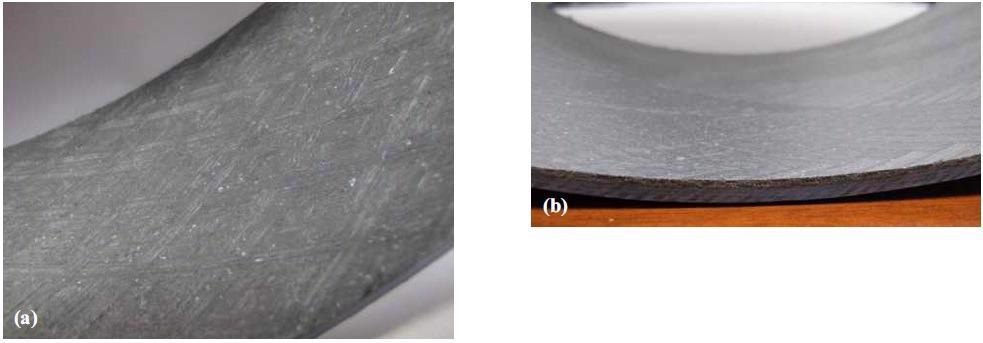
图11。宏观加工表面的图像不连续的聚四氟乙烯纤维轴承衬,生产3毫米半径的工具。图像(a)和(b)处理类似的,在不同的角度拍摄。图片来源:GGB
量纲分析
主模(图5 b)用于机不连续纤维复合材料为了评估维度的回应。部分被从死之前通过CMM测量在自由州。这使他们最终直径的识别。
这个直径测量3个点在75毫米轴承长度、直径测量,然后与ISO公差范围H4 H7(图12)。
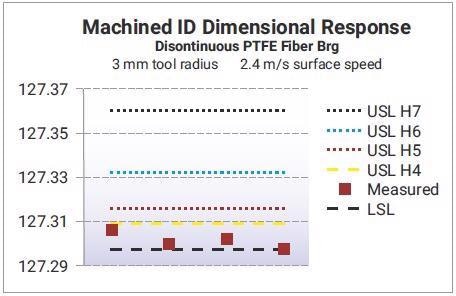
图12。维结果不连续纤维轴承加工的3毫米半径的工具。维范围显示为一系列公差范围参考。图片来源:GGB
直径数据证实,不连续纤维结构会见了H4公差范围。然而,值得注意的是,宽容能力持续的生产与加工设备的能力执行适当的过程。2020欧洲杯下注官网
结论
这是确定刀具半径对表面粗糙度产生重大影响的最终复合当使用一个单点加工的过程。
研究还表明,不连续的聚四氟乙烯纤维在热塑性纤维矩阵是积极响应单点加工和连续的聚四氟乙烯纤维复合材料。
没有证据表明影响加工的切削速度响应的不连续的聚四氟乙烯纤维复合速度在范围从1.2到3.3 m / s。然而,切割速度是影响连续聚四氟乙烯复合材料的反应,以更高的速度促使表面粗糙度增加。
发现的空间能力中的不连续纤维轴承结构H4宽容,但这是依赖于所使用的加工设备。2020欧洲杯下注官网
引用
-
雅各布森,C。复合轴承有磨损寿命提高,“美国专利4867889,(1987)
-
琼斯,J。Palylyk, R。威利斯,P。韦伯,R。”,没有油脂的衬套为水电应用程序:程序,测试和结果,”方面技术报告99/104,1999
-
彭,Y。金,M。Horchuck, M。“复合轴承”EP1616107B1 (2007)
-
金米。Laicovsky, J。兰尼,K。Sarro, H。Trenkler,。“增强复合轴承磨损和机械加工性,EP3189124 (A1) (2017)
-
金米。《E。Sarro, H。Ruscitto, L。”,减少tribo-oxidative穿在高频率、低振幅振动对于小门轴承的应用程序,“水电2015 (2015)
-
金米。”轴耐腐蚀对磨损的影响与复合轴承,“世界摩擦学相依,2013
-
金米。”Tribo-oxidative穿与自润滑轴承在高频率、低振幅振动,“STLE相依,2014
确认
从材料最初由迈克尔·r·金和欧洲杯足球竞彩埃琳娜从GGB超越国界。

这些信息已经采购,审核并改编自GGB提供的材料。欧洲杯足球竞彩
在这个来源的更多信息,请访问GGB。