焊接通常是连接两块或更多件金属以创建耐用,低维护并保持系统清洁的实心连接点的最佳方法。在焊接不锈钢时,有些事情要记住,因为并非所有的焊缝都相等。
什么类型的焊接?
多数的焊接技术可以总结为使用热量将两个金属组件融合在一起。其他焊接技术甚至不需要高温,例如冲击或压缩;但是,需要加热才能连接金属以在高纯度系统中使用。
与焊接不同,它需要将软金属加热到其熔点并将其融合在一起,焊接涉及加热金属碎片的末端或表面,并将它们连接到它们变成厚的液体并将其融合在一起的点。
大多数基于熔体的过程也包括了类似熔化并用作填充物的金属填充棒或电线。用填充棒或电线焊接的一个重要例外是轨道焊接,在下面探索。
即使各种焊接程序都使用类似的技术,它们的精度和质量也有很大差异。某些焊接过程在焊接组件表面(例如欧洲杯足球竞彩炉渣)上留下的不良材料使它们完全不适合高纯度服务。最受欢迎的焊接类型不符合纯度标准。
屏蔽的金属电弧焊接(SMAW),有时被称为“棒焊”,用于造船,车辆维修和其他行业。Smaw中的消耗杆覆盖在磁头融化时蒸发的通量。生成的气体提供的炉渣和屏蔽层用于使焊缝免受环境污染的影响。
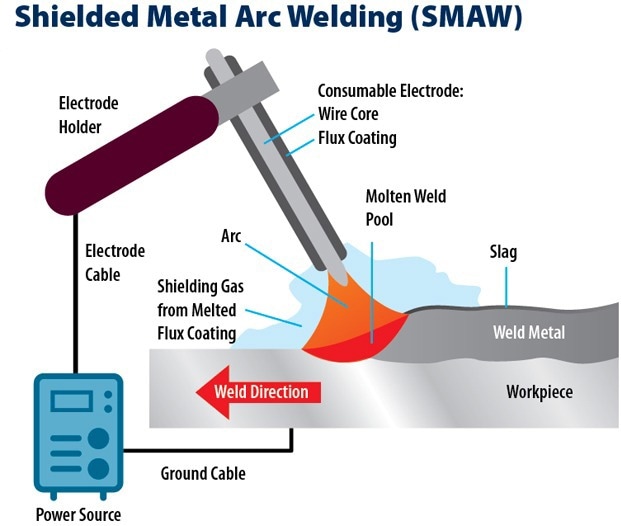
图片来源:Astro Pak Corporation
尽管Smaw不会产生高度纯度的焊缝,但可以使用另外两种弧形焊接技术。气钨电弧焊接(GTAW)和气体金属电弧焊接(GMAW)具有几个相似之处。这些过程称为金属惰性气体(MIG)焊接和钨惰性气(TIG)焊接, 分别。
关于使用高纯度不锈钢系统的工业应用,TIG是选择的方法,因此是最受欢迎的程序。
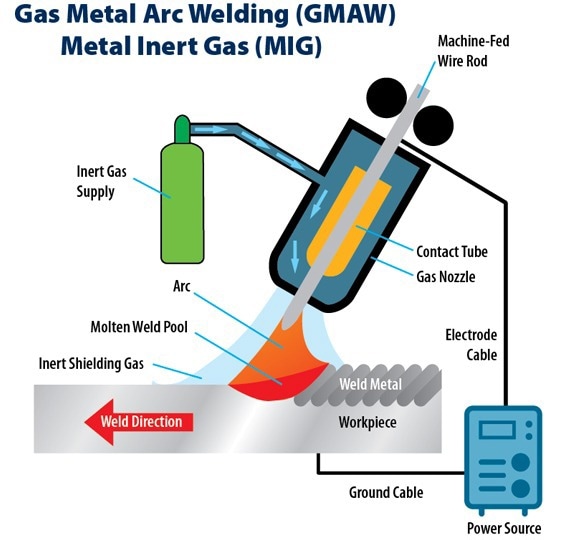
图片来源:Astro Pak Corporation
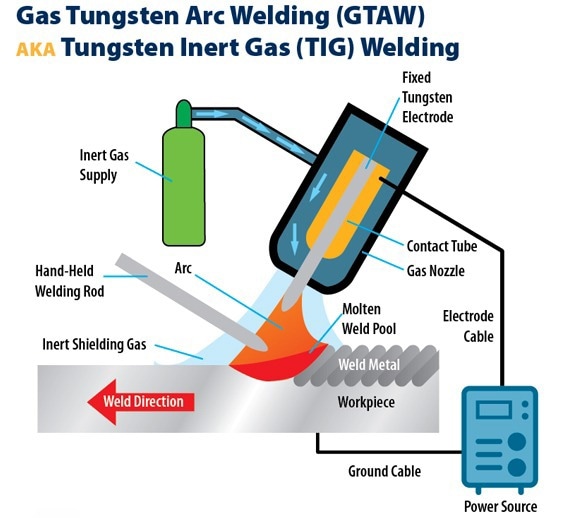
图片来源:Astro Pak Corporation
什么是tig?
顾名思义,TIG通过使用惰性气体保护井池免受吸收氧气和氮免受大气的吸收。使用最广泛的气体是氩气,但也可以使用氦气。在某些应用中,焊接不锈钢时使用了两种贵重气体的组合。强大的电流通过不会融化的钨焊端。
相反,使用了金属填充棒。焊接时不锈钢,该杆通常由铬和镍百分比的合金制成,而不是被焊接的金属制成。这样可以确保焊缝不会失败或成为污染的根源。
尽管更具挑战性,但TIG焊接提供了对热,旅行速度和金属饲料等元素的更大控制。与MIG方法相比,它使用的热量较少,从而减少了最终的热影响区(HAZ)。
可以使用标准方法或轨道融合方法进行TIG焊接。前者是典型的手动技术。在一个称为轨道融合焊接的自动化过程中,卫生管的两端由钨电极绕周围移动,同时以恒定的速度移动。该技术不需要填充杆。
焊接后发生什么?
积聚在表面上的氧化铬的被动层是使不锈钢耐化学耐药性的原因。当铬与表面铁原子的比例大于1时,耐腐蚀性会增加。
铬与铁的比例应以2对1的比率使用;然而,表面组成在焊接过程中融化和解析时,表面组成的变化可能会大大降低。因此,它不能创建强大的被动层,因此容易受到腐蚀。
焊珠周围的热影响区(HAZ)也受损,铬的水平降低。必须处理焊缝周围的直接区域,以使其与周围的,未受影响的不锈钢一样纯净。
在大多数情况下,如果不先去除高架金属线的物理焊缝,就无法实现光滑的表面。通常禁止使用焊珠机械打磨,尤其是在轨道焊缝,代码焊接或高压应用中。
由于轨道焊接是通过自动过程而不是手动进行的,因此通常会导致较小的焊珠。
还必须处理热染色的部分,并且金属可能有时需要腌制。使用酸,必须去除金属表面的薄层。
整个组件可以在浴缸中腌制,也可以使用凝胶技术来斑点问题区域,如果只有焊缝必须腌制。可以使用基于损害程度的电抛光程序消除这种变色。
最后,该区域需要被钝化。填充杆的较高合金含量不会自动使焊缝更具耐腐蚀性。尽管它的铬浓度可能更高,但周围的热损伤金属必须清除表面铁。
做自己动作的钝化凝胶最多是短期修复的。操作员仍然需要保证钝化的有效性,并确保焊接满足行业对整个表面的要求。
只能宣布焊接区域满足严格的纯度标准,并且一旦对项目进行了专业清洁和钝化,该项目就完成了,并提供了所需的文件。

此信息已从Astro Pak Corporation提供的材料中采购,审查和改编。欧洲杯足球竞彩
有关此消息来源的更多信息,请访问Astro Pak Corporation。