焊接是材料的一个过程欧洲杯足球竞彩,如金属或热塑性塑料,连接在一起使用极端的温度创建一个联合。一个填充材料通常添加和融化了到联合为增强的强化属性。
成功的焊接过程和最终产品的强度取决于几个因素,如焊缝的形象联合,甚至不断流动的保护气体,以防止氧化的融化金属或填充材料。

图片来源:Cavitar
这些因素可以成像跟踪或研究焊接过程。一些成像技术用于收集焊接过程是本文中讨论的信息,以及一个评估可能的应用程序和审查的研究完成了这个话题。
第二节介绍了最常见的工业焊接过程,虽然第三节概述了成像技术,可用于可视化焊接。
第四节评估的特性,可以在焊接和成像获得的信息为什么特别感兴趣的。本部分将总结之前的研究主题。
这里讨论大多数可视化原则也适用于激光的成像,弧,plasma-based添加剂制造。
图1所示。典型的安装在焊接和加法制造研究显示*高速相机和激光照明左边。右边图片来源:Cavitar
焊接过程
金属极惰性气体保护电弧焊(GMAW)
在金属极惰性气体保护电弧焊(GMAW),或者称为金属极惰性气体保护焊(MIG)和金属活性气体(MAG)焊接,焊接枪生成一个电弧熔化电极丝之间通过枪和被焊接的金属。
金属焊接的电弧的高温。保护气体是美联储通过焊枪,盾熔化的金属接触环境空气。
熔化极气体保护焊-使用的电源通常是恒定电压和直流,尽管可以使用交流电。金属转移方法经常用于熔化极气体保护焊-球状、短路、喷雾和脉冲喷雾。所选择的方法取决于焊接应用。
熔化极气体保护焊-是最常用在工业焊接过程,因为它可以自动和快速,可以说是万能的。这个过程非常适合室内使用,因为保护气体。
相关研究过程是有限的尽管熔化极气体保护焊-的频繁应用。这主要是由于与生产相关的挑战可靠的图像的过程。
电弧的亮度干扰成像过程,防止摄像头跟踪焊接操作。然而,这种障碍是可以克服的,运用合适的成像技术,光源,和过滤后3和4中所描述的部分。
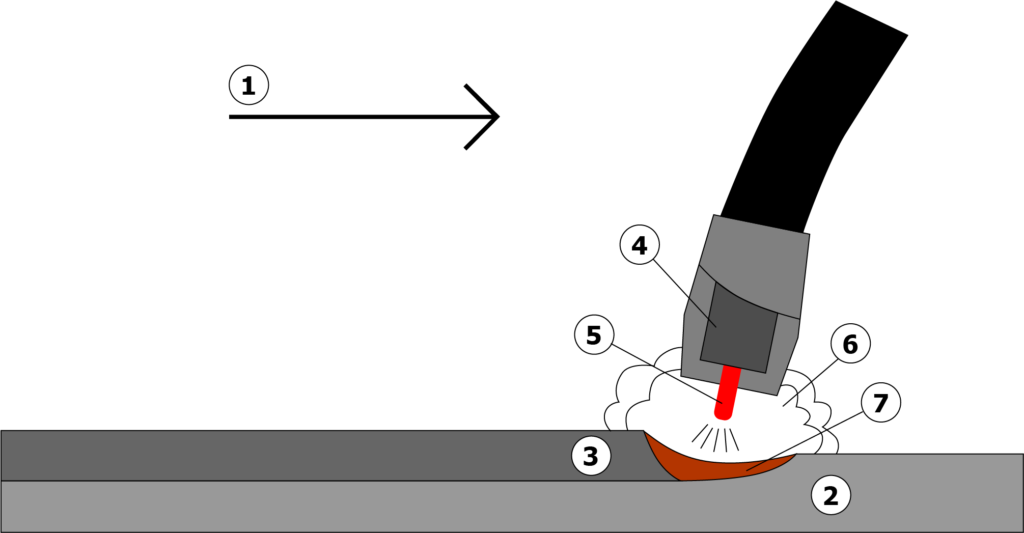
图2。熔化极气体保护焊-:操作的原则。(1)方向旅行,工件(2),(3)固化焊缝金属,管(4)接触,(5)电极(填充焊丝),(6)保护气体,(7)熔池。图片来源:Cavitar
冷金属过渡(CMT)
冷金属过渡(CMT)有别于传统的熔化极气体保护焊-,主要的电弧的热量输入和稳定。
在CMT,每个短路是识别和检测每一个信号,使填充焊丝焊接收缩,使其冷却时间在分配下一个填充材料。这种技术可以减少飞溅的数量和结果在一个更健壮和平滑缝比传统的熔化极气体保护焊-方法。
CMT被发现是一个更好的选择比GMAW,尤其是焊接钢和铝(Selvi等。2018)。
钨电极惰性气体保护焊(GTAW)
钨电极惰性气体保护焊(GTAW),或者称为钨极惰性气体保护焊(TIG),利用焊枪而不是一把枪产生电弧非消耗品钨电极和工件之间的金属。
像熔化极气体保护焊-,焊接保护气体保护,防止污染。填充金属通常用于加入金属工件在一起,但它并不总是必要的。GTAW通常使用的电源恒流。
GTAW焊接是理想的镁、铜、合金、铝等有色金属,以及不锈钢薄片的。在熔化极气体保护焊-相反,GTAW焊接产生改善力量和加强质量由于焊接操作员拥有更大的控制权。
相反,它是一个缓慢和更具挑战性的过程。可视化,形象更容易GTAW相比熔化极气体保护焊-由于热量和飞溅量的差异。
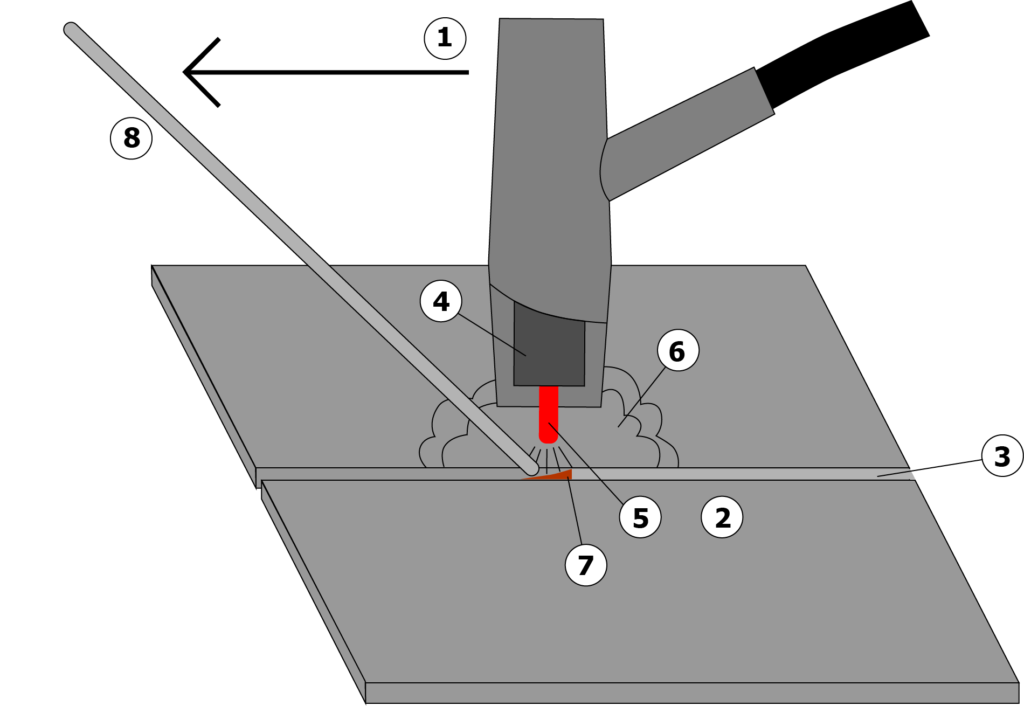
图3。GTAW:操作的原则。(1)方向旅行,工件(2),(3)焊缝、管(4)接触,电极(5),(6)保护气体,(7)熔池,(8)焊条。图片来源:Cavitar
等离子弧焊(爪子)
等离子弧焊(爪子)设置类似于GTAW,爪子还使用一个通常是由烧结钨电极。然而,焊炬内的电极坐落在爪子,使分裂的等离子弧保护气体信封。
随着等离子体通过火炬喷嘴的小孔,电弧的热量和速度增加,改善传热性能,稳定性和弧的形状。爪子可以应用时加入工件有或没有填充材料。
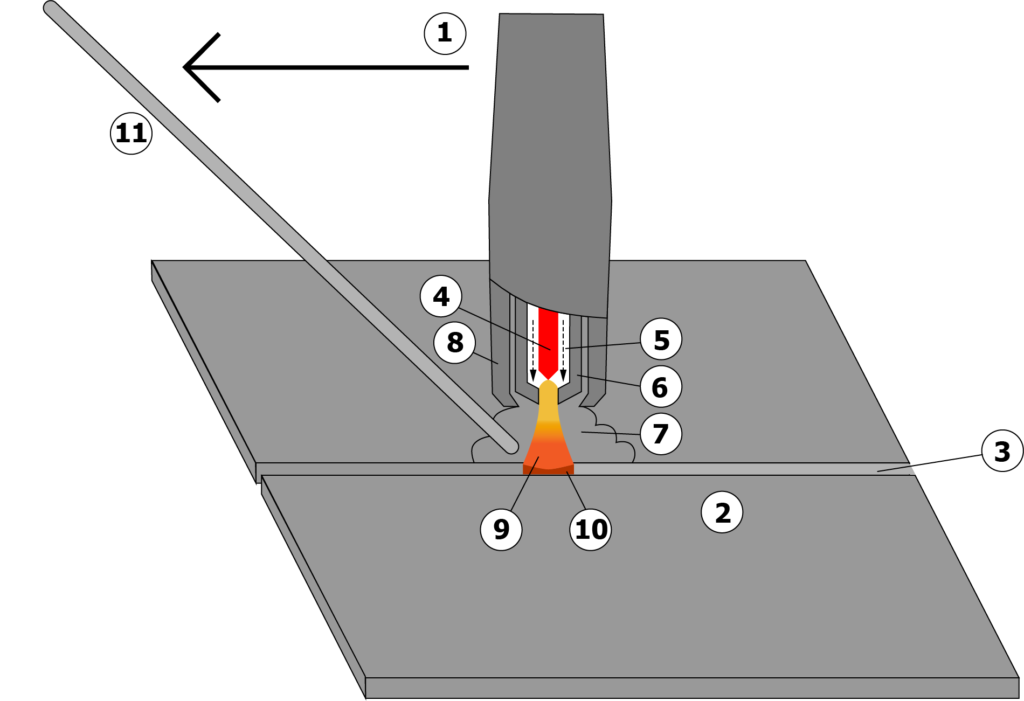
图4。爪:操作的原则。(1)方向旅行,工件(2),(3)焊缝,电极(4),(5)等离子体气体,(6)水冷火炬的身体,(7)保护气体,保护气体喷嘴(8),(9)等离子弧,(10)熔池,(11)可选的焊条。图片来源:Cavitar
激光焊接(激光焊)
在激光焊接(激光焊),激光应用而不是使用一个电弧熔化焊接的材料。欧洲杯足球竞彩
激光焊的最大优点是,它可以很容易实现自动化(大多数激光焊过程)和热源非常高度集中,从而能够成功地创建深而窄焊缝。
脉冲激光光束可以应用于薄的工件。热可以集中在一个小区域,工件表面快速加热和冷却发生。
然而,这可能会带来一些问题,当焊接钢和高碳浓度,随着表面由于快速冷却可以容易开裂。
激光焊焊接可以利用各种不同的材料,如不锈钢、碳钢、铝,焊接的激光可以很容易控制。欧洲杯足球竞彩
激光焊带来更少的挑战时成像相比,电弧焊接过程。更容易过滤出窄,已知光谱波长的激光焊电弧焊接过程中产生光。
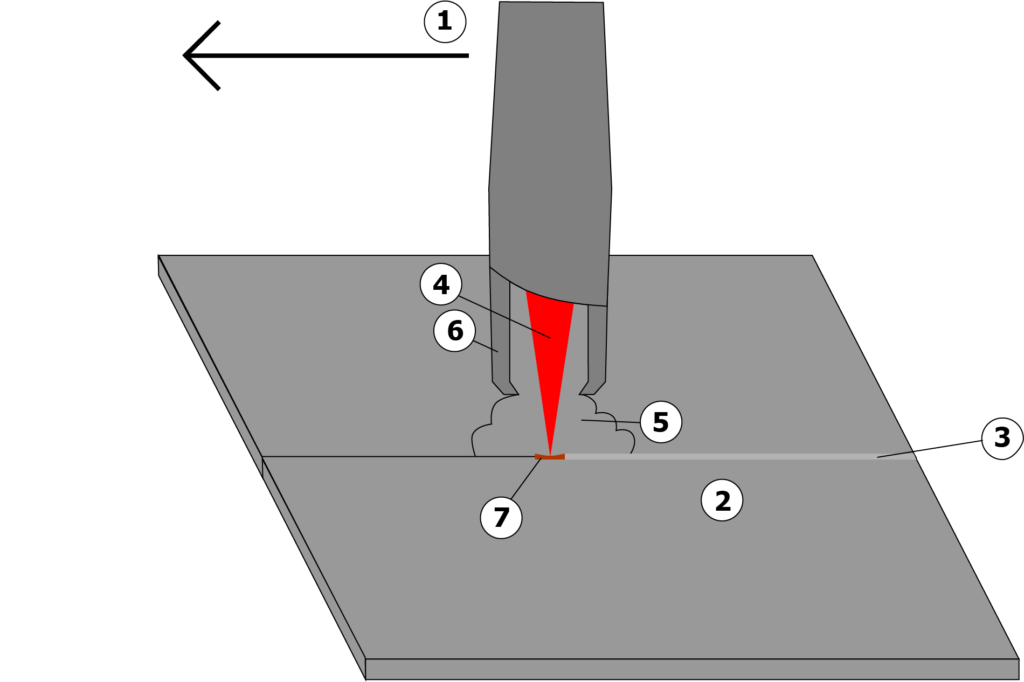
图5。激光焊:操作的原则。(1)方向旅行,工件(2),(3)焊缝,(4)激光束,(5)保护气体,(6)屏蔽气体喷嘴,(7)熔池。图片来源:Cavitar
其他焊接过程
其他焊接方法,可以获得使用激光照明的优势包括气体焊接和焊接压力,进一步分为爆炸、阻力和摩擦焊接。
爆炸焊接是评估CAVILUX激光(见2017帕,https://www.cavitar.com/library/high-speed-visualization-of-electromagnetic-pulse-welding/)。相反,埋弧焊收益没有优势从激光照明的焊缝区域覆盖着粒状固体通量。
成像技术
焊接过程成像带来了重大挑战由于相机被电弧的亮度蒙蔽。本节提出了各种成像技术对焊接过程的可视化,概述了各自的优点和缺点。
焊接过程的通用指南捕获高质量图像
过滤和照明
图像焊接过程的一种方法是通过只使用过程光作为光源的相机没有任何额外的活跃的照明。
在这种情况下,提供的照明主要是焊接过程的电弧的温度,根据过程,可以改变从6000年到20000°C。
然而,当只有依靠光过程,通常是太亮的相机传感器,产生饱和图像不显示详细的过程。
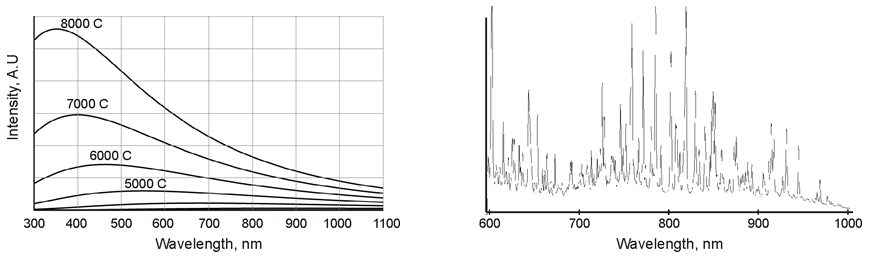
图6 a。热过程的辐射(左)。图6 b。发射峰的过程元素(右)。图片来源:Cavitar
过程光的量,进入相机传感器可以通过使用中性密度滤光片是有限的。这种方法的缺点是不善照明领域变得更加黑暗,也就是说,并不是所有的功能都可以可视化时只使用过滤器。
能够观察到“热”和“冷”地区同时需要的应用一个过滤器,避免图像饱和度通过限制数量的进程进入相机的光线传感器和通过使用额外的照明,照亮了对象函数滤波器通带。
的起点并不理想的捕获高质量、详细的图像需要一个额外的光源,是更强大的比异常强烈的电弧。
另一方面,如果使用一种高效的窄带通滤波器,可以照亮对象本质上是一个单色激光光源。
窄带通滤波器阻止过程的大部分光线进入相机传感器,只允许排放的传输频带窄的过滤器。激光主动照明过程需要更强大的比光窄通带内的过滤器。
在实践中,这需要几百瓦的激光功率。这样一个装配方便同时可视化的“热”和“冷”地区。比较不同的照明设置如图6所示。
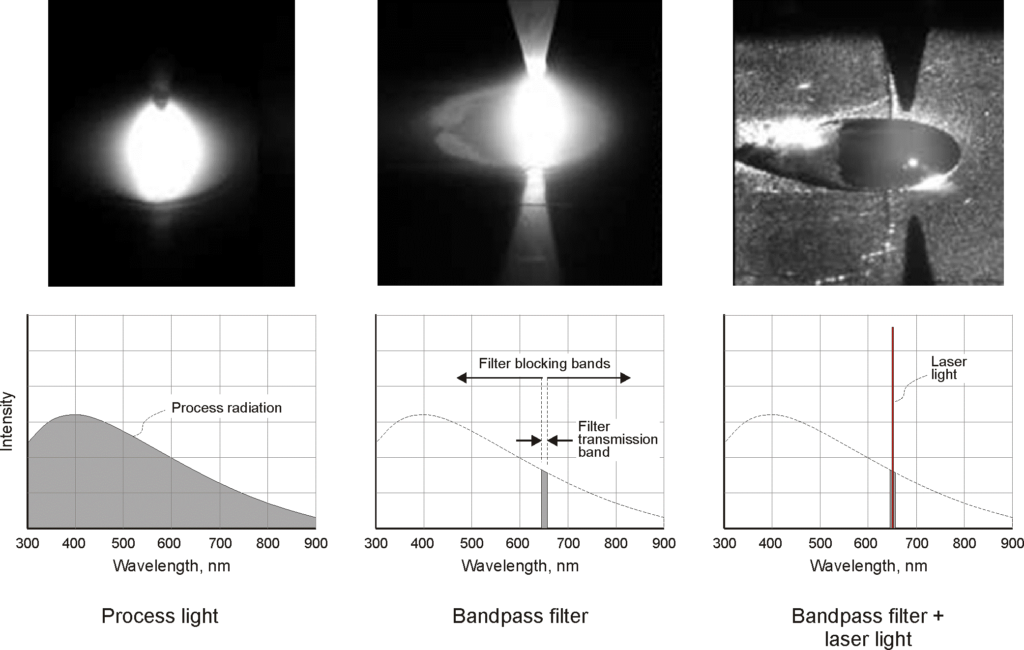
图7。比较三种不同的照明设置焊接过程的可视化。图片来源:Cavitar
相机属性
在工业环境中,连续焊接过程的实时监控是首选,这意味着利用低帧率。
另外,在研究和开发中,通常可以使用高速摄像机记录焊接过程。高速摄像机有能力捕捉快速移动的现象,这可能是错过了使用标准的相机设置使用低帧率。
无论帧速率,相机通常应该能够处理短曝光时间和有一个单色传感器如果要使用(单色)激光照明。
短曝光时间减少过程光通过窄带通滤波器。流程的照明使用短的激光脉冲(首选微秒范围),而不是一个连续波光源,例如,同样重要。
短的激光脉冲不产生热影响对象,他们使激光的安全管理更加简单。彩色相机相比,单色相机确保增强灵敏度和图像质量。
相机的光学性质
选择相机光学的主要标准包括的视野和工作距离。相机的物理尺寸也需要考虑。可调节的虹膜可能是有用的,因为整体形象亮度可以调整。一个较小的虹膜也允许更大的深度。
定位相机和照明
通过调整摄像机之间的相对角度和照明,可以强调焊接过程的各种特性。此外,相机的位置和照明功能也起到了至关重要的作用在防止反射镜面反射的金属表面的工件(年代)。
常见的几何图形可视化包括:
- 相机和照明是针对过程有效地从同一个方向。工件的表面和丝,除此之外,清晰可见。不过,镜面反射可能导致干扰图像。
- 照明:相机和照明之间的角大约是90度。这个设置通常减少镜面反射,可以提高熔池的可见性。
- 直接回照明:对象坐落在相机和照明。这个设置产生尖锐的轮廓图像,这是适当的下降形成研究为例。
- 间接照明:照明不是直接固定在相机。这个设置增强了熔池的可见性相比,直接照明。
- 应用扩散元素或几个额外的照明来源:分布式照明,如光交付通过几个照明纤维。这个设置限制数量的镜面反射。
- 如上所述的技术组合。
一般来说,最合适的配置为每个应用程序之间可以通过测试不同的角度找到相机和照明。下面的图片展示两个直接照明设置和间接照明设置利用反射板。
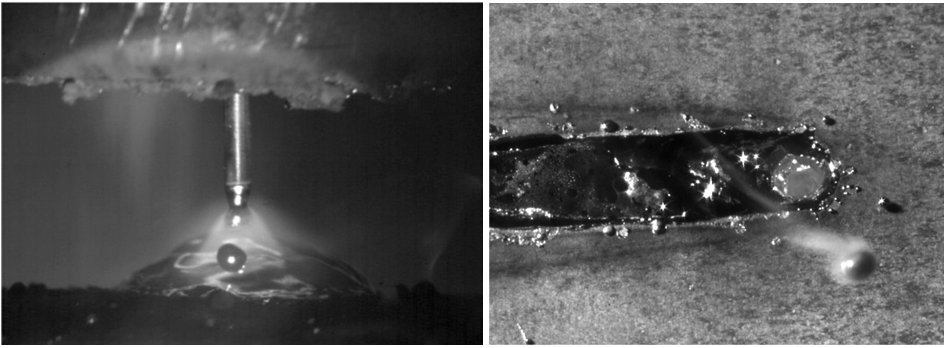
图8。左:同时弧焊的直接和照明。右:激光焊接的直接照明。图片来源:Cavitar
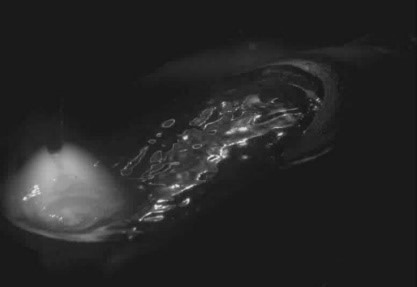
图9。间接照明使用反射板突出熔池动态。图片来源:Cavitar
机器视觉与高速成像
机器视觉应用于工业过程的持续监控基于成像解决方案。
机器视觉可以用于过程和质量控制焊接过程。工艺参数可以修改的基础上活图像或捕捉到图像分析结果。结合机器视觉与先进的图像分析算法便于自动化过程控制,可以减少员工的工作量。
高速成像快速捕获多个连续帧率。在焊接行业,它主要是用于研究和开发的目的。
高速成像允许快速和超快现象被观察到在缓慢运动,这意味着它们可以仔细分析和其内部工作原理充分理解。
选择解决方案定义了成像速度:一个原位CCD存储解决方案有能力捕捉103 10 Mfps图像,而封闭的加剧CCD捕获图像4 - 12 200 Mfps的解决方案。类似的速度可以使用CMOS解决方案来完成。
结合机器视觉和高速成像还可以用于监控工业焊接过程。是可能的程序分析软件时触发高速成像算法识别特定的变化或功能可能感兴趣的额外的分析。流程工业正在向应用这种自动化过程控制。
激光照明
激光照明的主要优势在焊接过程的可视化是它便于使用一个非常高效的窄带通滤波器。因此,激光只需要比过程更强大的光在这个狭窄的传输频带。在实践中,这意味着一个激光可以使用几百瓦的力量。
相反,过滤过程光意味着过程的亮度可以处理和捕获的图像显示更多的信息。
激光照明使高照明功率通过几毫米的缝隙,产生高水平的亮度。
光交付可以在10 ns增量同步准确和调整。
与LED照明、激光提供单色,speckle-free光和高辐照度。激光通常是紧凑的大小,这意味着他们是兼容各种设置。
光纤耦合意味着没有必要位置激光目标旁边。利用短脉冲的可能性意味着没有运动模糊现象可以快速记录。
其他焊接过程可视化的激光照明的优势包括:
- 通过热清晰可见
- 高速成像
- 高质量的图像,同时促进图像分析和实时监控的尺寸,形状,位置,地形和表面缺陷
- 长距离的测量
- 没有运动模糊等问题
- 偏振光(线性或圆形)
照明技术,通过激光的使用,是多才多艺的,包括直接光纤耦合、结构模式和长途照明。
特别快的现象,如冲击、激光照明提供了使用双脉冲的可能性,从而能够捕捉冲击波的扩张速度。
过滤器和其他光学组件
过滤器的主要功能是提高图像质量。过滤器是一个非常好的工具操纵的数量和类型的光线进入相机传感器。在熔化极气体保护焊-和GTAW尤其重要,电弧是非常光明的。
根据装配和额外的组件的可用性,可以应用的过滤器包括中性密度和窄的带通滤波器。(参见第3.1.1)。
纹影和Shadowgraphy
纹影成像通常用于研究现象,肉眼不可见,但有能力改变光线的方向。该方法是基于可视化差异在透明介质的折射率,如空气或水。纹影设置的一个例子如图10所示。
相比之下,shadowgraphy捕获是一种可视化方法,在图像纹影图像一样的组装,但没有一个面具。
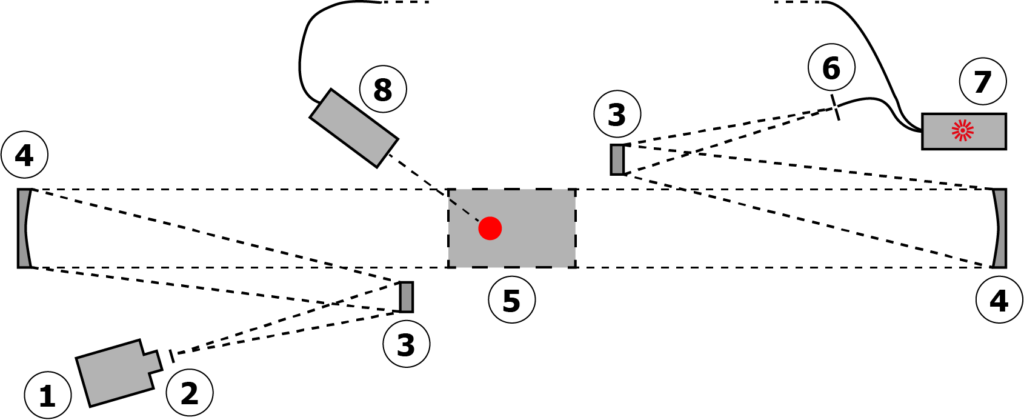
图10。Cavitar折叠形纹影设置。(1)相机,(2)面具,(3)辅助镜子,镜子(4),(5)测试区域,狭缝(6),(7)CAVILUX激光和(8)可选前照明。图片来源:Cavitar
皮影戏技术生成shadowgrams,解决(2001:29)”,不是一个聚焦光学图像”但“幻影”。
Shadowgraphy比纹影不敏感,但是它非常适合可视化冲击波和湍流流动。两种技术都是免费用他们提供的信息有关的现象。虽然shadowgraphy显示密度的变化,它是无法揭示的方向。
以及使用面具,技术是另一个主要区别“纹影图像显示偏转角”,而“shadowgraphy显示产生的射线位移偏差”(解决2001:29)。
皮影戏系统更容易装配、纹影成像的最艰巨的任务是确定合适的面具的位置,并确保适当的水平的敏感性。
然而,纹影提供的好处往往超过设置的复杂性:纹影“强调甚至夸大了细节在纹影对象通常shadowgraphy轻视它”(解决2001:29)。此外,”其明确的1:1图片对应的研究对象通常是一个决定性的效益”(解决2001:29)。
物体的成像
焊接过程包含各种组件和现象,还是可以使用上面提到的技术。
主要的重点是可见的特性在焊接过程可视化。通过成像和评估这些特性,可以识别和防止缺陷以及控制和优化过程。
本节列出的组件和现象可以可视化,同时提供的例子的选择它们的属性可能感兴趣的研究。
槽和关节
槽与工件之间的空间焊接或一个通道在单个工件的表面。
槽是融化金属的空间集中,seam就形成了。在坡口焊,它通常是必要的准备。各种沟槽的例子在图11中展出。
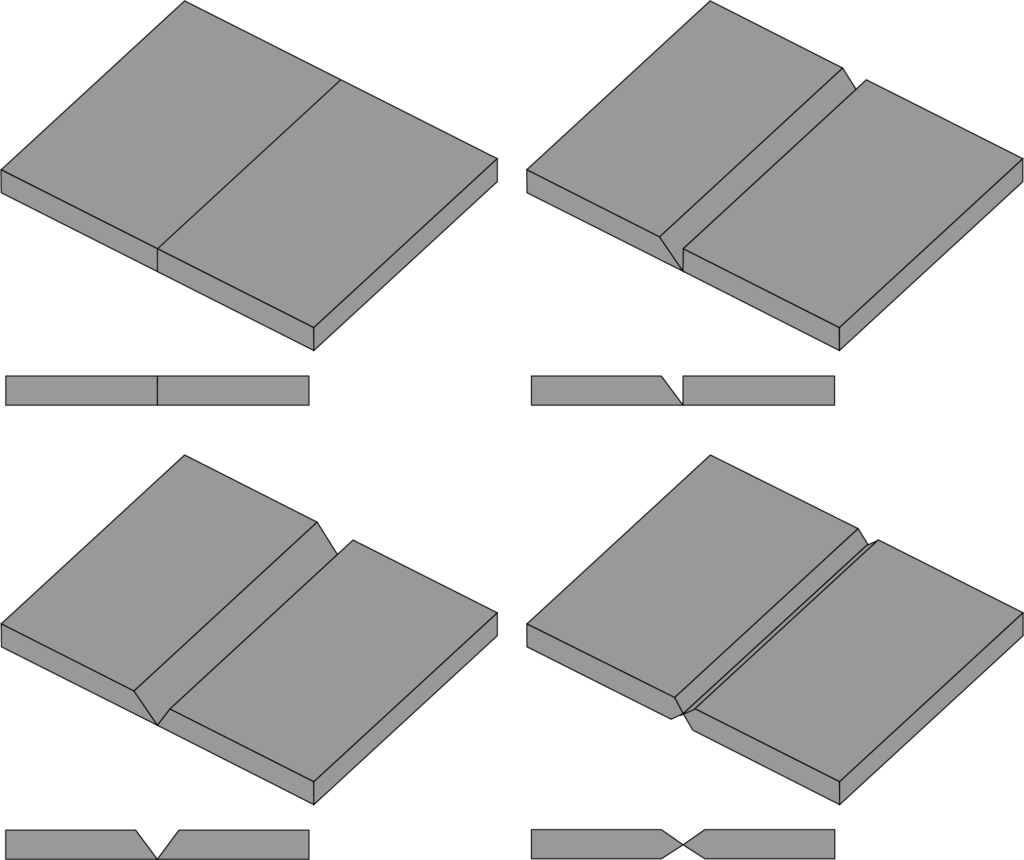
图11。不同类型的凹槽的例子。图片来源:Cavitar
一些槽属性是确保焊接成功的关键。这些属性包括工件焊接在一起的边缘的形状,工件的高度相比,之间的槽的形状工件,工件的定位。可以想象和跟踪整个过程中每一个属性。
联合就是两个或两个以上工件连接在一起,这常常意味着它的同义词槽。然而,凹槽也可能出现在单独的工件的表面。
在焊接接头的位置与焊枪很重要时,创建一个健壮的、光滑的缝,精确指导的热量提高焊接质量。在激光焊这尤为关键,缝通常狭窄和任何偏差可能会导致缺乏侧壁融合(见,例如,流行病学et al . 2017年)。
结合焊接过程的可视化和强大的分析算法,可以跟踪和自动调整焊枪的位置相对于关节的位置。
成像与Cavitar等离子焊焊接相机
图12。在等离子体焊接接头的例子。视频来源:Cavitar
填充焊丝
熔化极气体保护焊-和SMAW利用可消费的电线通过焊枪的速度甚至美联储。生成电弧电极丝与工件(年代)。
导线材料取决于工件的材料(s)以及其他焊接过程的特点和它的影响最终的焊接质量。
GTAW和爪子,填充焊丝通过从焊枪外焊缝区域,非消耗品电极是用来形成弧(见下文)。
高速可视化的SMAW焊接通量涂层
图13。消耗品线SMAW焊接通量涂层。下更多的相关应用注释:https://www.cavitar.com/library/high-speed-visualization-flux-coated-electrode-hand-welding/。视频来源:Cavitar
滴
填充焊丝融化,焊缝填充金属液滴的形式转移到工件。形象和研究液滴的主要原因是确定存在问题与普通液滴形成和优化过程,消除任何问题。填充焊丝的位置相对于槽也是至关重要的,以确保一个格式良好的焊缝。
成像填充焊丝的熔化极气体保护焊- 10000 Fps CAVILUX激光焊接
图14。在GMAW焊接填充焊丝。视频来源:Cavitar
飞溅
飞溅包括焊接材料液滴飞溅在工作台或工件在焊接过程中。
由于高温,飞溅可能损坏工作区域如果没有适当的准备,导致不必要的圆形痕迹成品。
飞溅标志会导致腐蚀和源自填充焊丝或熔池和通常与熔化极气体保护焊-有关。
因素可以引起飞溅包括工件表面的杂质,电弧的某些属性,一些屏蔽气体,焊接角、和填充焊丝速度。
Gunenthiramet al。(2018)表明,飞溅抛射可以分析成功地结合高速成像、激光照明,和后续的图像分析。
研究结论是,材料的粉末飞溅的数量影响激光焊粉生产的床上,和可视化可以应用作为分析工具,以减少飞溅。
光纤激光焊接过程中飞溅的行为
图15。在激光焊接飞溅创造。*下更多的相关应用注释:https://www.cavitar.com/library/spatter-behavior-in-laser-beam-welding-process/。视频来源:Cavitar
电极
在GTAW和爪子,一个非消耗品钨电极是焊枪的中心位置。
电动或等离子弧电极和工件之间形成(年代)。可视化和评估电极性质包括电极的条件和工件的相对位置(年代)。
可视化的钨极惰性气体保护电弧焊CAVILUX激光照明
图16。的一个触摸的过程。下更多的相关应用注释:https://www.cavitar.com/library/modern-variants-of-classical-arc-welding-technologies-with-high-speed-videography/。视频来源:Cavitar
弧
电弧焊的电弧形成填充焊丝和焊条和工件之间。电弧放电引起的,负责加热金属在焊接。
很难想象弧由于其极高的亮度水平。可以过滤掉大部分的亮度、激光照明除了需要捕捉弧的属性。
纹影装置和大功率光源可以用来研究电弧相互作用之间的交互和工件(见,例如,西et al。2014)。
在熔化极气体保护焊-弧的可视化创建CAVILUX照明激光
图17。创造电弧熔化极气体保护焊- -自旋弧。下更多的相关应用注释:https://www.cavitar.com/library/modern-variants-of-classical-arc-welding-technologies-with-high-speed-videography/。视频来源:Cavitar
保护气体
不断流动的气体混合物从焊枪或火炬在焊接保护气体。这可以防止熔化的物质氧化,确保健康、强大的联合。
焊接保护气体是一个关键的元素,作为一个不间断,优化流气体的确保焊缝不暴露于空气中的污染物。
根据西et al。(2014:1)会导致污染“电弧不稳定、氧化、孔隙度和污蔑。”
此外,等离子体电弧斑点可以负面影响如果接触氧气或其他大气气体。细节屏蔽气体的流动和功能是有益的在开发新的焊接枪支和火把。
焊接枪支和火把的最重要特征的保护气体是确保喷嘴具有良好的功能,允许气体流无分离或湍流(西et al。2014)。
保护气体是一种最调查组件焊接。西沃et al。(2014:1)的报告,激光多普勒风速测定(LDA)和粒子图像测速仪(PIV)已经测试了保护气体流动的分析。
此外的适合这两个了“不,暂时解决检测二维气体流场”可能在熔化极气体保护焊-和GTAW应用程序。然而,掌握测量技术需要极端的奉献精神,可以是昂贵的。
更有成本效益的和更简单的方法来评估有效的保护气体流纹影成像技术。然而,电弧的亮度是具有挑战性的,尤其是在熔化极气体保护焊-。这可能会导致干扰的图像。
熔化极气体保护焊-可视化是一个艰难的过程。然而,通过修改的关键组件,即。、光源和面具,可以捕获高质量的保护气体的纹影图像。
作为一个面具,西et al。(2014)建立了一个刀刃面具垂直于工件是最佳的解决方案,但各种不同形状和大小的面具是适合各种现象的可视化。
为应用程序最合适的面具也取决于光源的形状,像在一个最优的情况下,面具的形状与光源的形状。
的双色过滤器可以用来提高能见度动荡而提高对比度和减少光强度。完全阻止电弧的亮度,结合激光光源“一个中性灰滤光片的透光率1%”可以使用(西et al。2014:4)。
西沃等。(2014:4)发现保护气体的一致性影响气体在纹影图像的可见性:“[t]他过渡过程的不含气的喷射到大气中尤其好可视化使用比例明显的氦氩(50%)作为保护气体。然而,它必须假定氦弧几何有至关重要的影响,最重要的是,在气体流。”
另一方面,Bitharas等。(2018)成功地使用纹影技术探讨氩保护气体流由80%和20%二氧化碳(有限公司2公司氩),86%,12%2和2%的氧气(O2)。
德雷尔et al。(2009)研究了使用纹影成像可视化的保护气体在电弧。团队完成好的结果与z形纹影装置使用特定的光阑,过滤器,眼镜,和镜子。
捕获的图像帮助评估保护气体的流动特性和没有弧,关注变幻和对工件的影响。这些信息可以用于开发新的焊枪与增强的保护气体流的属性。
看到看不见——纹影成像与CAVILUX焊接熔化极气体保护焊-
图18。手机拍摄的GMAW焊接保护气体流纹影技术。弧的冲击波是可见的。视频来源:Cavitar
在另一个类似的研究,德雷尔et al。(2013)继续利用PIV和纹影图像在研究不同保护气体喷嘴保护气体流量的影响。他们还考虑火炬对齐和关节的类型的因素可能会影响流动特性。
保护气体使用PIV形象化,德雷尔et al。(2013)结合CAVILUX激光照明用于示踪粒子。欧洲杯猜球平台PIV的最重要的优点是是多么容易传输测量组件,它可以用于任何化学保护气体成分。
PIV非常适合分析流场的屏蔽不含气的飞机和接近弧。可以想象更有效地保护气体湍流效应与纹影技术。然而,气体的一致性是关键的技术是基于密度的差异。
除了PIV和纹影,保护气体流动成像和分析使用shadowgraphy成功。使用便携式shadowgraphy系统与激光照明,拜尔等。(2013)研究了最优保护气体流速和cross-draft和喷嘴大小的影响在金属惰性气体焊接保护气体覆盖。
成立焊工不必要地增加屏蔽气体流速,导致可避免的成本。发现保护气体流量应该基于最大cross-draft预期和喷嘴的大小使用。
分析表明,焊接过程,甚至在保护气体流量减少50%不会影响焊接的质量,这意味着过程的研究,建立最优参数可以产生显著的每年节省。
额外的阅读在保护气体的可视化,看到Bitharaset al。(2016),西et al。(2014)和Schnicket al。(2013)。
保护气体的可视化与PIV + CAVILUX照明激光熔化极气体保护焊-
图19所示。在GMAW焊接电弧形成的例子。设置包括一张光光学研究保护气体流PIV方法。下更多的相关应用注释:https://www.cavitar.com/library/piv-measurements-shielding-gas-flow-gas-metal-arc-welding-gmaw-cavilux-hf-diode-laser/。视频来源:Cavitar
熔池
融化的焊缝金属熔池,没有凝固,这意味着它通常是发现在现场焊接。
因素影响熔池的形状和行为包括使用的权力、焊接速度和焦点。重要的是要理解熔化池的质量优化的填充材料液滴在熔池中,因此,减少飞溅(见Gunenthiramet al。2018焊接材料,melt欧洲杯足球竞彩-pool粘度和飞溅,Fabbro 2010在激光焊熔池行为)。
使用纹影成像与激光照明的设置,Salminenet al。(2008)成功地可视化熔池的形状和氧化。
高速成像的团队称,之前的研究已经表明,窄焊焊缝的表面附近和更强的熔体流动可以实现与焊接速度增加。然而,当速度超过某一阈值时,焊缝质量有恶化由于增加飞溅。
他们不能够跟踪熔池行为在他们自己的研究由于使用的设备缺陷,但尽管如此,他们发现背后的熔池通常扩大锁眼。2020欧洲杯下注官网此外,熔池在渗透的深度展示了类似的特征。
另一方面,Coniglioet al。(2014)应用shape-from-polarization方法对熔池的地形特征。该方法是基于熔池发出的热辐射,并使用Background-Oriented纹影支持熔池表面的重建。
电流强度较低的方法效果最好。这样的地形测量提供关键信息的凹面和凸面熔池,指向缺乏或过剩的填充材料。
多层CMT的烟气流动过程的可视化(缓慢)
图20。观察熔池的CMT加法制造结合纹影成像。视频来源:Cavitar
锁眼
当电弧加热材料和部分蒸发,一个钥匙孔在熔池中心的形式。
锁眼在激光焊具有关键意义,激光束高效蒸发焊接材料,创建一个钥匙孔,能量传输到周边地区。锁眼的关键特征包括形状、大小、和行为,所有这些影响焊接的质量。锁眼与熔池密切相关。
根据Salminenet al。(2008),锁眼和焦点之间的关系是至关重要的,以确保高质量的焊缝。先前的研究表明,焦点的位置应在工件表面和锁眼应该焦点的大小的85%左右。
然而,Salminen等。(2008)发现,锁孔的大小可以随焊接速度,和更快的速度导致更长,椭圆形的锁眼与圆锁眼通常较低的焊接速度。
低热量输入锁眼产生不稳定的影响。与激光纹影设置照明来捕捉焊接过程的图像。而成像是成功的,它是确定高速相机(超过10 000 fps)会更适合捕捉任何快速变化发生在锁眼。
Fabbro(2010)还调查了激光焊的锁眼和焊接速度之间的关系。发现除了焊接速度影响锁孔的形状和大小,所使用的激光也起着重要作用。
新的、高质量的激光有一个更紧凑的焦点,由于增加强度,锁孔的形状更稳定(例如,锁眼的倾斜的门槛前壁是更高)。
可视化的锁眼NdYAG CAVILUX照明激光的激光焊接
图21。锁眼在NdYAG激光焊接过程。视频来源:Cavitar
引用
- 他,c, D。Schoeder, R。里斯,d . e .和企盼,t . w . 1985。“拍摄的方法在焊接弧金属过渡。”焊接杂志64 (1):45-47。
- 拜尔,V。坎贝尔,s W。拉姆齐,g M。加洛韦,a . M。摩尔,a·j·麦克弗森:a . 2013。“cross-drafts效应的系统研究和喷嘴直径在MIG焊接保护气体覆盖。”欧洲杯线上买球科学和技术的焊接和连接18日(8):652 - 660。
- Bitharas,我。坎贝尔,s W。加洛韦,a . M。麦克弗森,n . a .和摩尔a . j . 2016。“可视化交替GTAW保护气体流。”欧洲杯足球竞彩材料和设计91:424 - 431。
- Bitharas,我。麦克弗森,n。McGhie, W。、罗伊·d·摩尔,a . j . 2018。“可视化和优化保护气体覆盖在金属极惰性气体保护电弧焊。”材料加工技术杂志》上欧洲杯足球竞彩255:451 - 462。
- Coniglio, N。马修,。,o .和Stolz Aubreton c . 2014。“等离子体效应在熔池表面重建shape-from-polarization分析。”应用物理快报104年,131603年。https://aip.scitation.org/doi/10.1063/1.4870505
- 德雷尔,M。福舍尔,U。玫瑰,S。Haßler, M。,赫特尔,M, Schnick M . 2013。”方法和结果对熔化极气体保护焊-保护气体流。”焊缝的世界57:391 - 410。
- 德雷尔,M。福舍尔,U。、Schnick、m和赫特尔,m . 2009。“数字刺激GMA焊的保护气体流量和选项的验证诊断。”https://tu-dresden.de/ing/maschinenwesen/if/fue/ressourcen/dateien/lichtbogenprozesse/veroeffentlichungen_Dokumente/DR552B1.pdf?lang=en
- Fabbro, r . 2010。“熔池和锁眼行为分析,激光深熔焊接。”物理学学报D辑:应用物理43 (44):445501。
- Gunenthiram, V。Peyre, P。,施耐德,M。木豆,M。Coste F。,即和Fabbro Koutiri r . 2018。“实验分析飞溅生成和melt-pool行为在粉床上激光熔化过程。”材料加工技术杂志》上欧洲杯足球竞彩251:376 - 386。
- 麦克卢尔,j . C。加西亚,G。侯,h . Nunes, a . c . 1993。“气体流观测期间使用皮影戏VPPA焊接技术。“NASA cr - 204347。
- 流行病学。M。Sikstrom F。、Christiansson A.-K。和安科纳,a . 2017。“视觉和光谱传感联合跟踪激光对接焊在狭窄的差距。”光学和激光技术96:107 - 116。
- 帕布斯特c . 2017。“高速电磁脉冲焊接的可视化。”https://www.cavitar.com/library/high-speed-visualization-of-electromagnetic-pulse-welding/
- Salminen,。Lehtinen, j . Harkko, p . 2008。“焊接参数的影响在锁眼和熔池行为与高功率光纤激光器在激光焊接中。”诉讼的27th国际会议上激光和电子光学的应用程序。美国激光研究所,354 - 363页。
- Schnick, M。德雷尔,M。Zschetzsche, J。,美国和Spille-Kohoff Fuessel a . 2013。“可视化和优化电弧焊接保护气体流。”世界上焊接56 (1 - 2):54 - 61。
- Selvi, S。,a, Rajasekar Vishvaksenan e . 2018。“冷金属过渡(CMT)技术——概述”。国防科技14 (1):28-44。https://doi.org/10.1016/j.dt.2017.08.002
- 落定,g . s . 2001。纹影和皮影戏技术:可视化在媒体透明现象。纽约:施普林格。
- 西,E。威廉,G。哈斯勒,M。史肯,J。汉森,T。2014年,Schnick m·福舍尔和美国。“可视化的气体流动在焊接弧纹影测量技术。“补充焊接杂志,2014年1月:1 - 5。

这些信息已经采购,审核并改编自Cavitar提供的材料。欧洲杯足球竞彩
在这个来源的更多信息,请访问Cavitar。