介绍应用薄硬涂层高速钢工具使用PVD技术创造了一个金属切割,形成的革命。广为人知,涂料的倾斜面车刀改变摩擦芯片和工具之间的交互,特别是连续芯片形成导致缩短芯片/工具接触长度和改变温度分布。刀具的生命因此增加十倍[1,2]。 根据Loffler[3],温度或切削速度是影响磨损机制的主要因素。在切削速度缓慢,附着力和磨损是主要的磨损机制。磨损和化学磨损在高切削速度至关重要,尤其是在连续芯片形成。Banh等。[4]证实涂料层的作用在减少温度和热影响区(HAZ)的倾斜面PVD-TiN高速钢(HSS)将工具用于机器中碳钢的切削工具的主要原因工具寿命更长。 索德伯格等。[5]的磨损机制进行了研究铣削工具使用机器中碳的钢。他们发现高切削速度和刀具寿命低饲料利率是有害的。这是符合研究的锡涂层立铣刀刀具寿命方程不仅高切削速度也高饲料利率比更长的刀具寿命[2]。五磨损机制的铣工具观察包括边凿,塑性变形的边缘,穿由剪切破坏,连续穿和磨损表面的塑性流动。侧面和前面穿都明显的研究(5、6)。 在一个相关话题,Medicus et al。[3]使用裸和锡,TiCN, TiAlN机器铝青铜涂层烧结碳化钨硬质合金立铣刀在切削速度和饲料率高。削弱前沿和前缘切口的形成是磨损的主要类型。伊斯梅尔等。[7]建立了模型表面形成的侧脸上立铣刀与刀具磨损之间的关系。 本研究的目的是找到涂料层的角色的增加涂层立铣刀的生命。此外,在这项工作,高温的影响(≥600年°)刀具切削速度很高的失败将会解决。 实验的程序实验进行的这次调查涉及加工槽在传统垂直6 p12铣床在俄罗斯。测功器一个基斯特勒公司,9257型英航是用来测量组件的部队在飞机上垂直于轴的裸和涂层高速钢立铣刀。一块厚度与2的准确性μ米是用来测量工具直径的减少(Δ由于穿D)。刀具、工件和加工条件详细如下: 商业立铣刀直径10毫米和两个长笛。PVD锡或TiCN涂布工具3μ米厚。裸立铣刀作为参考。笛子的硬度是62 - 65 C罗克韦尔(HRC)。很明显在先前的研究(3 8)上的锡镀层倾斜面扮演更重要的角色在工具的性能与涂料层在侧面的脸上。主要侧面脸上的涂料层的涂层立铣刀在本研究去证明上述发现的复杂工具。几何参数如表1所示的工具。 表1。几何参数的工具。
工件是30 mm diameter-spindles调质- 28的硬度HRC。工具和工件的化学成分,通过光谱分析如表2所示。切削条件中选择范围:切削速度:18.85米/分钟,至31.25米/分钟;提要:f = 63毫米100毫米/分钟/分钟;切割深度:d = 4毫米= const裸工具和切削速度:31.25米/分钟,至50.26米/分钟;提要:f = 100毫米800毫米/分钟/分钟,减少深度:d = 4毫米= const涂布工具。所有详细参考[2]。减少刀具磨损估计的立铣刀的直径(ΔD)。涂布工具即将失败时ΔD达到约60µm。 表2。工具和工件的化学成分
|
M41 |
1.0945 |
0.3284 |
0.2657 |
0.0035 |
00123年 |
0.1025 |
3.7448 |
4.4797 |
0.1331 |
1.4305 |
0.0049 |
0.8128 |
4.9797 |
45钢 |
0.4752 |
0.5188 |
0.2787 |
0.0055 |
0.0205 |
0.0655 |
0.0619 |
0.002 |
0.105 |
0.0022 |
0.0009 |
0.0025 |
0.0088 |
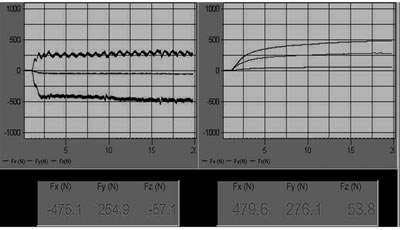
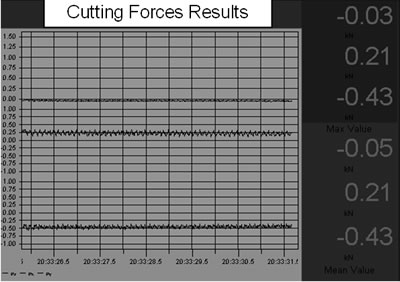
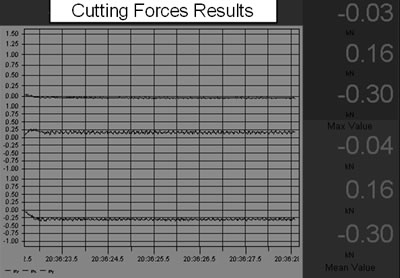
干切削是在这项研究中应用。加工后的工具切割和扫描电子显微镜(SEM)研究JM6400类型。 结果和讨论图1显示了切削力的测量组件的一个例子,当裸和锡涂层立铣刀切削条件下使用:v = 31.25 m / min, f = 100毫米/分钟,d = 4毫米。对于一个裸露的工具,切削力F组件x= 0.48 KN和Fy= 0.276 KN。然而,当锡涂层工具被使用,这两个减少测量组件x= 0.424 KN和Py= 0.163 KN。提要(Fx和F)减少了12%y降低40%。此外,振动Fy当涂层工具使用大幅下降。锡在降低切削力的影响是显而易见的。
|
图1所示。(一)图形输出的Fx和Fy切削力的裸M41立铣刀使用切削条件(v = 31.25 m / min, f = 100毫米/分钟,d = 4毫米)机器45淬火钢。(b) F的图形输出x和Fy切削力PVD-TiN涂层立铣刀的使用切削条件(v = 31.25 m / min, f = 100毫米/分钟,d = 4毫米)机器45淬火钢。 |
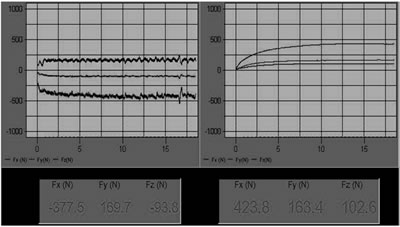
刀具寿命裸立铣刀的使用切削条件(v = 31.25 m / min, f = 100毫米/分钟,d = 4毫米)只有0.5分钟。PVD-TiN涂布工具的使用增加了他们的生活大约10倍。此外,在最佳切削条件(v = 37 m / min, f = 160毫米/分钟,d = 4毫米)锡涂层的生活工具约为8.95分钟。 当PVD-TiCN涂层立铣刀是用在相同的切削条件下锡涂层,切削力也大大减少作为证据在图2 (b)与在图2(一个)(Fx约30%,Fy约24%)。此外,减少振动切削力也被观察到。因此TiCN优于锡在断续切削。这一发现与其他作者的出版物是一致的。
|
图2。(一)图形输出的Fx和Fy切削力的PVD-TiN涂布M41立铣刀切削条件使用v = 39.26 m / min, f = 250毫米/分钟,d = 4毫米机45淬火钢。(b) F的图形输出x和Fy切削力的PVD-TiCN涂布M41立铣刀切削条件使用v = 39.26 m / min, f = 250毫米/分钟,d = 4毫米机45淬火钢。 |
生活的涂层立铣刀在这项研究中被记录,然后分析了在Matlab回归的应用项目。刀具寿命方程的二阶对数形式推导如下:
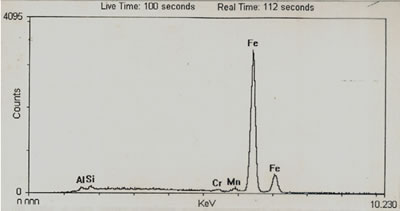
lnf lnT = -64.7857 + 0.35653 + 36.187 lnV + 3.4084 (lnf) (lnV) - 1.263 (lnf)2- 7.3196 (lnV)2 锡涂层的生活之间的联系不再M41立铣刀磨损机制进行了研究。SEM的裸M41 0.3分钟后立铣刀切削如图3所示(一个)显示裸立铣刀的磨损发生在角落和救灾前沿的侧脸。的宽度穿土地减压侧脸上和角落穿略有不同。进一步的扫描电镜检查发现的角落里穿的证据严重的粘着磨损材料转移如图3 (b)。能量色散x射线(EDX)分析材料传输显示工件材料的铁和锰、铬、铝和硅如图6所示(一个)。
|
图3。(a)扫描电镜显微照片显示角落磨损和救援侧面磨损的前缘裸M41立铣刀(v = 18.85 m / min, f = 100毫米/分钟,d = 4毫米)。(b)更高的放大倍数的角落穿裸M41立铣刀显示密集粘附磨损。 |
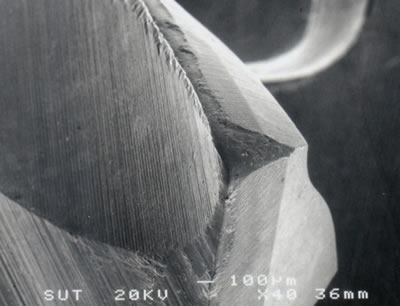
PVD的磨损情况——TiCN和锡涂层立铣刀是完全不同于裸露的工具。这是明显的在图4 (a)与图3 (a)。角落里穿了一个三角形的形状和宽度的救援侧面磨损的第四个角落磨损。EDX分析角落穿在图6 (b)只显示小材料转移。在其他工具样品,侧面磨损也观察到随着救援侧面磨损。
|
图4。(a)扫描电镜显微照片显示角落磨损和救援侧面磨损的前缘TiCN涂布M41立铣刀(v = 39.26 m / min, f = 250毫米/分钟,d = 4毫米)。(b)更高的放大倍数的角落穿涂布M41立铣刀显示材料转移可以忽略不计。 |
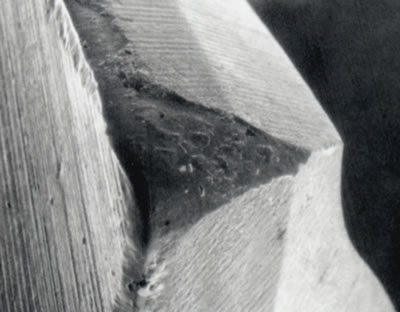
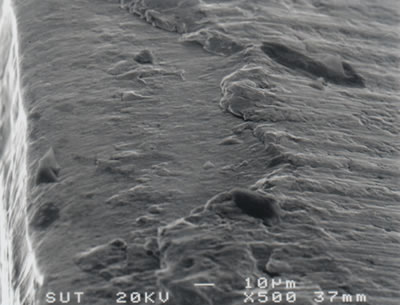
图5(一个)显示磨损情况减压侧脸上的前缘TiCN涂层立铣刀后2分钟切割。涂料层附近的前沿是疲惫不堪,但并没有明显的总值的工作材料传输在这个地区。EDX分析该地区进一步的前沿检测Ti和小菲工作材料转移涂层。然而,元素在钢中夹杂物没有发现材料转移的研究[4]。
|
图5。(一)扫描电镜显微照片显示救援侧面磨损的前缘TiCN涂布M41立铣刀(v = 39.26 m / min, f = 250毫米/分钟,d = 4毫米)。(b)扫描电镜显微照片显示救援侧面磨损的前缘锡涂层M41立铣刀(v = 39.26 m / min, f = 250毫米/分钟,d = 4毫米)。 |
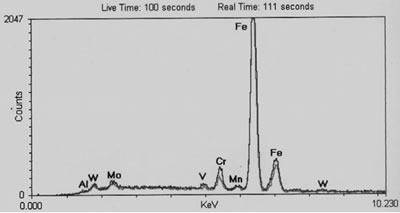
图5 (b)显示穿减压侧脸上的前缘锡涂层立铣刀后5分钟切割。磨料磨损显然是明显的在这个地区。穿土地的模式非常类似于火山口穿倾斜面的车刀。没有多少工作物质传输是观察在这个领域。EDX分析只发现工具材料与铁、铬、V,密苏里州,W和如图6所示(b)。
|
图6。(一)EDX分析材料的转移在图3(一个)显示化学成分的工作材料与铁和锰、铬、铝和硅。(b)磨损EDX分析土地在图4 (a)和5 (b)显示出工具材料的化学成分。 |
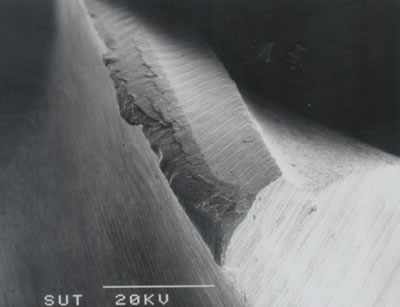
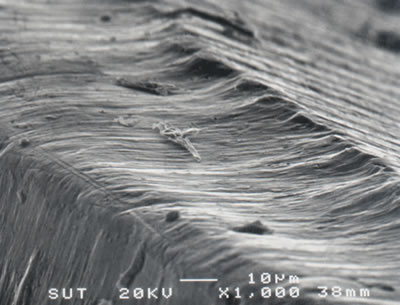
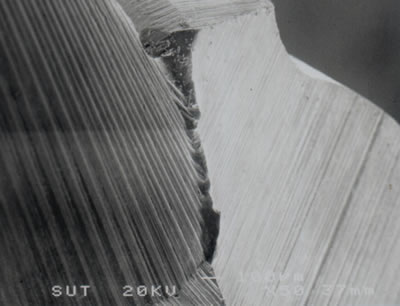
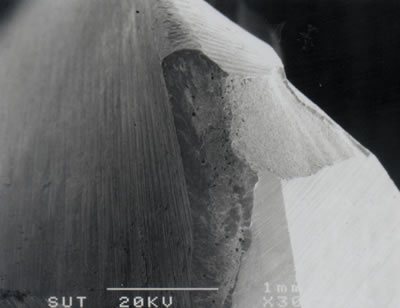
倾斜面穿当时明显在街角让倾角-如图7 (a)和7 (b)。因此,高温(≥600年°C)可能开发附近的前沿造成刀具的失败[1,9]。的起点温度控制失败是观察到的角落里或在一个地方的前缘工具与工件表面的接触。
|
图7。(一)扫描电镜显微照片显示穿在角落的倾斜面锡涂层M41立铣刀(v = 39.26 m / min, f = 250毫米/分钟,5分钟后d = 4毫米切割)。(b)扫描电镜显微照片显示穿在角落的倾斜面锡涂层M41立铣刀(v = 50.26 m / min, f = 250毫米/分钟,d = 7分钟后切割4毫米)。 |
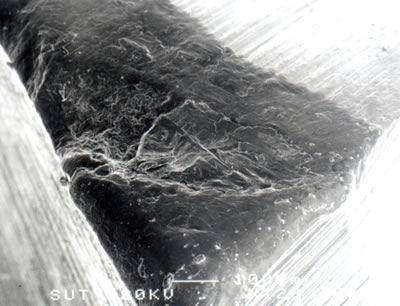
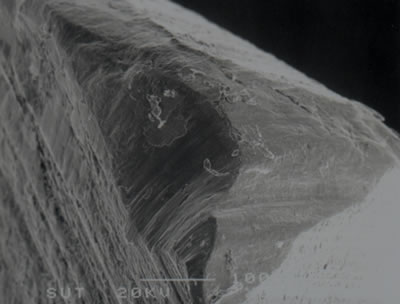
有趣的是,当应用饲料率高,高削减部队被记录并导致破损的角落,前沿,如图8所示(一个)。在最高切削速度(50.26米/分钟)的研究中,锡涂层工具立即被另一个机制失败,总因高温塑性变形后的宽度穿土地达到临界值,如图8所示(b)。红色是观察在实验之前停止切割工具。就在穿之前土地的宽度达到临界价值(ΔD马克斯≈观察60µm)粘附倾斜面的角落,领先的前沿。

|
图8。(一)扫描电镜显微照片显示破损的角落,前沿锡涂层M41立铣刀(v = 39.26 m / min, f = 630毫米/分钟,d = 4毫米)。(b)扫描电镜显微照片显示严重塑性变形角地区的锡涂层M41立铣刀的高温(v = 50.26 m / min, f = 250毫米/分钟,d = 4毫米)。 |
基于切削力测量、刀具寿命和磨损的刀具扫描电镜的观察,很明显,不同的磨损机制发生在裸和涂层立铣刀。 在裸立铣刀的切削和正常切削速度缓慢,附着力是一个主要的磨损机制发生在拐角处和侧面面对前沿和领先的前沿。直接金属-金属接触工作材料传输接口和工具材料原因导致高切削力、高振幅的振动。欧洲杯足球竞彩裸工具因此无法机在高切削速度和失败很快破损的工具只有0.5分钟后的切削切削条件(v = 31.25 m / min, f = 100毫米/分钟,d = 4毫米)。 涂层刀具的切削在正常和高切削速度,刀具寿命可以增加到大约9分钟的最佳切削条件计算刀具寿命方程。涂料层磨损后侧面磨损降低开发的土地由于其低粘附材料在该地区工作。高硬度,低粘附和摩擦工作材料和涂料层的化学惰性有助于减少磨损率和提高刀具寿命。磨料磨损是很明显的在图5 (b)和涂料的高容量抵制这种类型的磨损将导致工具的寿命长。附着力不清楚地观察到救援侧面磨损。这是符合磨损机制的依赖在切割速度[3]。更高的切削速度是有利于磨料磨损和涂层的存在穿土地边界防止粘连。硬粒子在材料欧洲杯猜球平台和工作形式的氧化物和碳化物硬质合金工具材料中的粒子被认为是磨料磨损颗粒的来源。根据特伦特和赖特[9],在高切削速度最高温度点位于前沿的距离穿上防弹背心的脸。有理由得出这样的结论:温度有助于深化效应在后方救援侧面磨损。 人们普遍认为高切削速度导致低切削力和高温工作之间的接口和工具材料[9]。欧洲杯足球竞彩在这项研究中,饲料率有重大影响切削力的增加。应用更高的饲料率较高的切削力测量。高切削力导致破损的角落,前沿(机械故障)。相比之下,高切削速度和刀具的正常饲料利率导致失败由于高温如图8所示(b)。时穿的宽度土地开发临界值,温度或多或少600人°C(高速钢即将大幅软化)的生成和发展成工具材料切割面之间的接口和减压侧脸或者工具角落导致严重塑性变形。欧洲杯足球竞彩 硬涂料层的边界减压侧脸穿阻碍发展的宽度穿土地和大大消除了材料转移导致的可能性使用更高的切削速度。使用高的切削速度是一个因素来降低切削力,但产生高温。因此,该工具可以由温度控制失败的机制。 其他磨损机制在介绍中提到的部分可能导致刀具的磨损。然而,作者只注意刀具的主要磨损机制导致失败。 结论角落和侧面脸上粘着磨损的主要磨损机制在使用裸M41-HSS立铣刀在机槽1045淬火工件在切削速度小于20米/分钟。 硬涂料层工作和工具材料之间的摩擦接触条件变化导致更高的切削条件下的应用。欧洲杯足球竞彩涂层大大降低切削力,总工作物质传输,甚至磨损涂层磨损时附近的前沿。穿在角落里穿的模式的涂布工具裸的完全不同。磨料磨损是明显的侧脸上。 长的刀具寿命达到涂布工具。总塑性变形、破坏机理控制高温观察到在高切削速度和饲料利率。 交流贡献率不 博士偷偷Phan愿意承认金融支持越南教育部和Suranaree大学的培训和技术支持的技术——泰国期间实施的工作。作者想表达特别感谢歌Cong柴油公司尤其是Nguyen Van Khoi先生,公司主任他无价的帮助,开展我们的实验。 引用1。k·霍姆博格和马修斯,”涂层摩擦学性能,在表面工程技术和应用程序”,爱思唯尔,纽约,(1994)。 2。偷偷表象、D.H. Nguyen D.B. cooper阮和灯光Tran,“锡涂层立铣刀刀具寿命方程”国际会议在纪念50th周年忠南国立大学,5月22 - 24(2002)203 - 208。 3所示。f·h·w·Loffler“系统性的方法来提高PVD涂层的性能工具应用程序”,表面和涂层技术,68/69(1994)729 - 740。 4所示。T.L. Banh,偷偷表象和D.H.阮,”穿的PVD涂层高速钢工具使用机器媒介钢”,第一个Korea-Vietnam国际先进材料联合研讨会,忠南国立大学,欧洲杯足球竞彩11月4日- 5(2002)64 - 172。 5。s . Soderberg s Hogmark Haag和h . h . Wisell“高速钢的耐磨性铣工具”,金属技术,10(1983)471 - 481。 6。k . m . Medicus m·a·戴维斯,b . s . Dutterer C。j·埃文斯和R.S.外野手”的高速铣削刀具磨损和表面光洁度”Aluminun青铜,加工科学与技术,欧洲杯线上买球5(2001)255 - 268。 7所示。f·伊斯梅尔·m·a . Elbestawi r·杜和k . Urbasik”一代的研磨表面包括工具动态和穿”,工业工程学报,115年(1993)245 - 252。 8。偷偷表象,“考试摩擦学的接触芯片和倾斜面的PVD-TiN涂层高速钢工具”,硕士论文,斯文本科技大学——澳大利亚,(1996)。 9。e·m·特伦特和p·k·赖特。”金属切削”美国Butterworth-Heinemann, (2000)。 详细联系方式 |