介绍已经被广泛接受,非金属夹杂物在钢刀具的磨损有相当大的影响。特伦特。[1]指出,沉积了一层含有铝、硅和Ca倾斜面的硬质合金刀具用于机器钢主要原因的增加刀具寿命和切削速度。然而,基地组织的存在2O3钢铁对刀具寿命有不利影响。 Kiesling[2]解释的作用大小的MnS夹杂物在钢刀具的寿命对变形区域的变化。根据他的说法,大MnS夹杂物有更多倾向于减少剪切变形的剪切面与小公司相比。此外,大型夹杂物减少工作和工具之间的摩擦材料,但小型夹杂物增加。欧洲杯足球竞彩因此,更好的工具可以实现生活时,由于切削工件变得越来越小,因为MnS夹杂物附近附近的中心比外面。 肖[3]指出非金属层的作用在减少芯片之间的摩擦和倾斜面的水动力作用的形成之间的楔形液态或半液态的层芯片和工具。薄层结果热软化材料的非金属元素和传播工作。 Opitz[4]指出这些层的模式,提出了它们的形成条件。他建议在二级变形区温度必须足够高,以使非金属夹杂物变形可塑性。变形夹杂物需要足够高的亲和力与工具材料坚持坚定的倾斜面前沿的距离,他们不是被耙上的滑动芯片的脸。 Palmai[5]使用镀锡M2将工具机常规和高速切削45钢。熔敷层来自非金属夹杂物在加工材料倾斜面显然是长的刀具寿命的主要原因。同样,Kankaanpaa et al。[6]发现刀具寿命增加了40 - 500%当镀锡工具被用来在炼钢过程中机器中碳钢脱氧的Ca。这个好处的结果形成的非金属层含有锰、钙和硅倾斜面的刀具。 熔敷层的存在的倾斜面TiN-PVD涂层刀具用于机器中碳钢显然依赖于硅酸盐夹杂物的形状和大小。然而,层的化学成分是影响不仅温度发展的模式也由区域的热影响区(HAZ)的工具,直接影响刀具磨损率[7 - 9]。 沉积了一层的形成条件的倾斜面PVD-TiN涂层高速钢刀具及其对刀具磨损的影响的详细研究。 实验本研究工具用于CVD-TiN涂层高速钢将插入应用基状态。他们是高速钢插入,PM-41和T15类型。他们的化学成分通过光谱分析表1所示。其形状示意图绘制如图1所示。插入的倾斜面首先地面清楚断屑槽。然后,他们使用低压电子束PVD-TiN涂布系统。复合微观硬度的倾斜面的负载100克是1024年±25维氏硬度(高压)。镀锡层的厚度层是2.5±0.2μm。几何参数的测量插入如下:前角(γ= 0°);牙侧角(α= 7°);倾角(ϕ1=ϕ2= 50°)。切削条件研究中选择如下:51切割速度米/分钟;进给速率0.22毫米/转速;深度1.25毫米。
|
图1。原理图的两种类型的高速钢插入用于这项研究。 |
表1。化学成分的研究中使用的两种类型的高速钢插入。
|
PM-M41 |
1.02 |
点 |
二十五分 |
.015 |
.024 |
50 |
4.35 |
4.61 |
.10 |
1.86 |
< . 05 |
5.3 |
6.62 |
T15 |
1.5 |
。45 |
.40 |
.019 |
.018 |
口径。 |
4.57 |
。45 |
. 01 |
4.25 |
|
5.28 |
12.0 |
三热轧钢筋作为将实验近似尺寸的工件直径120毫米和900毫米的长度。前两个酒吧(表示为W1和W2分别是K1050钢铁维氏硬度为210±25高压负荷达到300 N和第三栏(W表示3)是1045年钢铁维氏硬度为200±20高压在相同的负载。他们的化学成分通过光谱分析如表2所示。 表2。化学成分的研究中使用的工件。
|
W1 |
50 |
.74点 |
06 |
.006 |
.022 |
02 |
02 |
02 |
. 01 |
< 0.01 |
< 0.01 |
< 0.01 |
.005 |
W2 |
50 |
.79 |
06 |
.006 |
.025 |
02 |
03 |
02 |
02 |
< 0.01 |
< 0.01 |
< 0.01 |
.005 |
W3 |
0.455 |
.696 |
.364 |
.026 |
.015 |
.154 |
.172 |
0。 |
.147 |
|
|
|
.022 |
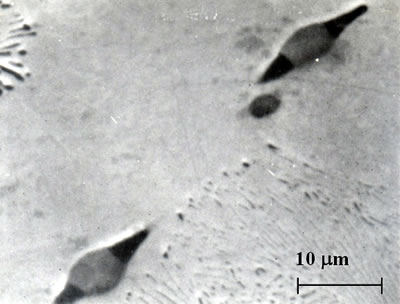
工件从酒吧获得样本通过削减沿着两个平面,垂直,平行于轴。然后他们被地面和抛光用金刚石研磨膏丸1的大小μm。检查后,扫描电子显微镜(SEM)来确定大小,形状和夹杂物的化学成分。 切割后,插入被扫描电镜检查。确定温度模式开发的工具使用特伦特和赖特方法[1]和刀具磨损,横截面是获取工具样品通过削减在平面上垂直于前沿的中间真正的切割长度。样品当时地面、抛光和蚀刻在4%硝酸浸蚀液解决方案,持续30秒。 结果与讨论化学成分光谱分析获得的工件W1,W2和W3表1所示。很明显,工件W1和W2几乎相同的化学成分。金相检验三个工件揭示微观结构的铁素体与珠光体的殖民地和夹杂物的存在。硅酸盐夹杂物和硫化物夹杂物被发现在三个工件。 图2 (a)在扫描电镜的硅酸盐夹杂物从workp实施部分iece W1。在横截面,直径大约2.5的尺寸μ米至3.5μm。它的化学成分通过能量色散x射线(EDX)分析表明主要是锰、硅、半岛和小铁、钙、年代,Ti,如图2所示(b)。在工件W2类似的硅酸盐夹杂物也被发现,但他们的直径尺寸大约是1.5μ米至2.5μm。第二种类型的硅酸盐夹杂物被发现在两个工件W1和W2,EDX分析发现主要是铁、锰和硅、钛。
(一) 
(b) 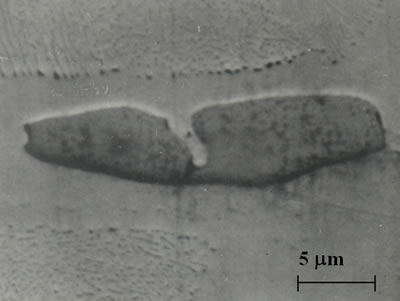
(c) 
|
图2。(一)扫描显微照片的硅酸盐夹杂物中发现工件W1。(b) EDX分析硅酸盐夹杂物显示它的化学成分。(c)扫描显微图中发现的硫化物夹杂工件W1和W2。(d)硫化物夹杂的EDX分析显示它的化学成分。 |
2 (c),第一种硫化物夹杂的SEM实施部分中发现两个工件W1和W2。它的化学成分通过EDX分析检测主要是锰、年代和小铁、铜、如图2所示(d)。 复杂夹杂物被发现在两个工件W1和W2。这些夹杂物在两部分,如图3所示(一个)。EDX分析球状部分显示它的化学成分(图3 (b))非常类似于图2中的硫化物夹杂物分析(d),除了铁的比例较高。
(一) 
(b) 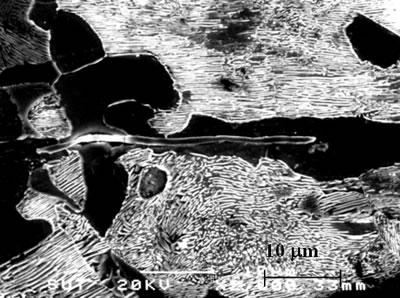
(c) 
(d) |
图3。一个复杂的包含(a)扫描显微照片中发现工件W1和W2。(b) EDX分析的球状部分(a)展示它的化学成分。(d) EDX分析(一个)显示其尾部分的化学成分。(c)扫描显微照片硫化物夹杂物检测到工件W3。 |
EDX分析层沉积的倾斜面PVD-TiN PM-M41插入图4 (a)显示化学成分类似于图2中硅酸盐夹杂物分析(b)。此外,EDX分析层沉积的倾斜面PVD-TiN T15插入在图4 (b)发现硅酸盐的混合物和硫化物夹杂物分析在图2 (b)和2 (d)。沉积了一层的化学成分的差异可能导致从温差分布的倾斜面两种类型的插入由于传热速率的不同切削区域,所述研究[8]。硫化物夹杂物在较低温度下软化与硅酸盐夹杂物。
(一) 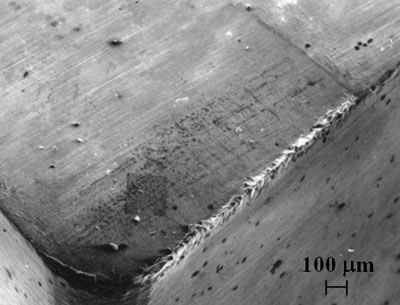
(b) 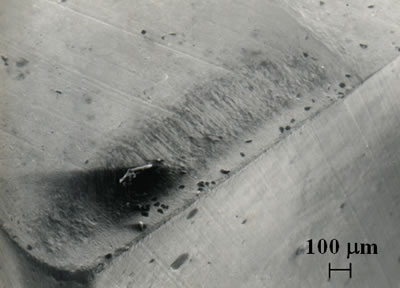
(c) 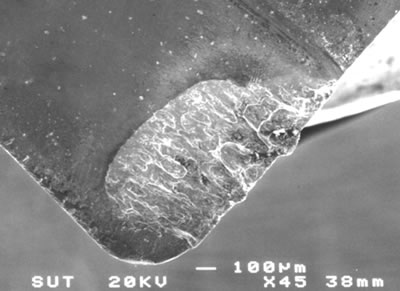
(d) |
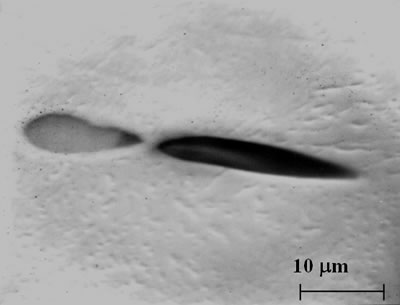
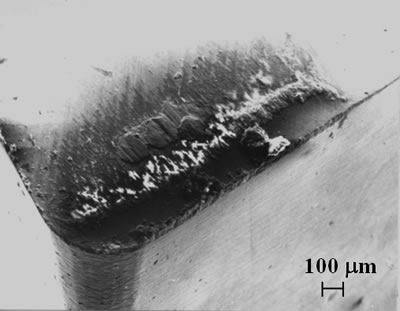
图4。(一)扫描显微照片的倾斜面锡涂层PM-M41插入机器用于工件W12分钟后显示硅酸盐层沉积。(b)扫描显微照片的倾斜面锡涂层T15插入机器用于工件W10.5分钟后显示硅酸盐和硫化层沉积的混合物。(c)扫描显微照片的倾斜面锡涂层PM-M41插入机器用于工件W22分钟后显示低硅酸盐夹杂物转移。(d)扫描显微照片的倾斜面锡涂层PM-M41插入机器用于工件W32分钟后显示没有沉积了一层。 |
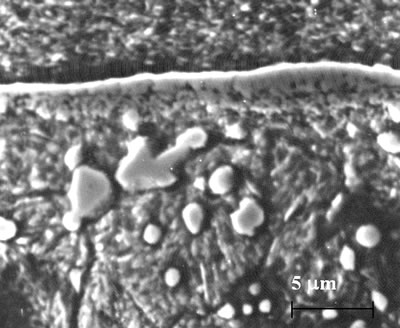
很有趣的硅酸盐和硫化物夹杂物与高铁峰无法存款的倾斜面PVD-TiN涂布PM-M41(如图4所示(c)和4 (d))或PVD-TiN涂布T15。这可以解释为高塑性变形温度菲相比之下,硅酸盐和硫化物夹杂物。所以高铁夹杂物不能变形可塑性的切削温度约650°C在芯片/工具界面,但在那个温度下硅酸盐和硫化物夹杂物都能变形可塑性[8]。此外,铁与锡少亲和力,如[5 - 7]所述。 从表2可以看出,在工件W3Si的内容、锰和铝硅酸盐夹杂物的主要元素是工件W的4 - 6倍1和W2。这些元素没有形成的硅酸盐夹杂物是在图2(一个),但可能是单独的氧化物,因磨损而导致磨损率的增加,如图4所示(d)。EDX分析在该地区后的火山口穿图4 (d)发现高的内容。可能的证据2O3这是有害的镀锡层图层,磨料粗燕麦粉的来源。这个结果是一致的特伦特et al . [1]。 PVD-TiN涂层的应用工具加工中碳钢在高切削速度导致消除组合优势(输送量大),特别是当层沉积形成的倾斜面涂布工具[7]。 层沉积的形成可能会改变芯片和倾斜面之间的摩擦接触条件,因此白色层(SEM)所示形式在火山口穿如图5所示(一个),甚至在当小硅酸盐夹杂物沉积在前面。白色层有两个子层,头重脚轻的畸形的子层和它下面的子层,画在图5 (b)。EDX分析头重脚轻的变形层显示一个化学成分的工作材料如图5所示(c)。这个子层中可能发挥作用在预防粘连火山口芯片和工具材料之间磨损,导致低磨损率。EDX分析工具材料的子层显示化学成分如图5所示(d)。这个子层可能被逐渐削弱由于扩散的工具材料工作材料芯片/工具接口然后磨损。随后的白层然后在火山口形成穿保护工具材料磨损率高。
(一) 
(b) 
(c) 
(d) |
图5。(a)扫描一个横截面的显微照片PVD-TiN涂布在陨石坑中插入显示层磨损。(b)草图的白层坑锡涂层的磨损的工具。(c) EDX分析严重畸形的顶层的(一个)显示其化学成分的工作材料。(d) EDX分析的子层(a)展示工具材料的化学成分。 |
结论在这项研究中,使用的切削条件下形成的沉积了一层来自钢铁工件的夹杂物取决于硅酸盐夹杂物的存在和横截面的尺寸。大层形成的硅酸盐夹杂物是可取的。 层的化学成分是一样的硅酸盐夹杂物或硅酸盐的混合物和硫化物夹杂物。沉积了一层的化学成分取决于温度倾斜面地区发达的涂层刀具。然而,所有高铁钢中的夹杂物似乎不可能畸形的可塑性和坚定地坚持在锡涂层形成沉积了一层。 沉积了一层可以消除组合优势(而)和减少坑穿防护行动的白层形成的陨石坑。 确认博士偷偷表象要感谢斯文本科技大学的支持——澳大利亚和Suranaree Technology-Thailand大学期间实施的工作。 引用1。e·m·特伦特和p·k·莱特。,Metal Cutting, Fourth Edition, Butterworth-Heinemann, USA, (2000). 2。r·基斯林和n。,Non-Metallic Inclusions in Steels, the Metals Society, London, (1975). 3所示。m·c·肖金属切削原理,牛津大学出版社,纽约(1991)。 4所示。h . Opitz。,“Tool Wear and Tool Life”, International Research in Production Engineering”, the American Society of Mechanical Engineers, New York, (1963) 107-113. 5。z Palmai”形成的非金属防护层高速钢工具”,金属技术,11 [1](1984)34-37。 6。h . Kankaanpaa h . Pontinen和m . Korhonen”可加工性Culcium-Treated钢使用锡涂层高速钢工具”,材料科学和技术,3 [2](1987)155 - 158。欧洲杯足球竞彩欧洲杯线上买球 7所示。偷偷表象,“考试摩擦学的接触芯片和倾斜面的PVD-TiN涂层高速钢工具”,硕士论文,斯文本科技大学——澳大利亚,(1996)。 8。偷偷表象;T.L. Banh, T.P.M.阮和中国区Nguyen层沉积的倾斜面PVD涂层刀具及其对温度分布的影响的工具”,《科技、技术大学,16-8 30-36 (1998)。欧洲杯线上买球 9。偷偷表象”PVD-HSS涂层磨损的研究工具使用机器媒介钢”,行业杂志,6 (1999)25 - 28。 详细联系方式 |