塑性加工脆性材料的欧洲杯足球竞彩眼镜和陶瓷等硬脆材料中最难的机器。欧洲杯足球竞彩越来越要求精确和复杂形状的组件中产生各种各样的“脆性”材料导致需要更多的可控和可重复的制造方法。欧洲杯足球竞彩材料去除过程通常是基于金刚石车削或钻石研磨。一个关键需求是能够控制加工过程中表面完整性的同时最大化材料移除率和减少生产成本。重要的表面完整性问题包括表面光洁度、残余应力和局部的微裂缝/微观结构的影响。这艰巨的需求放在机床和相关的工具。开发了高精密机床和工具制备方法已得到改进。 材料去除过程可以被认为是广泛的断裂主导机制或局部的塑性变形。传统加工脆性材料,断裂过程导致局部的表面损伤,可能会影响材料性质和性能。欧洲杯足球竞彩对于许多应用程序必须被这个表面损伤研磨和抛光过程也往往是耗时和昂贵的同时可能影响精度。为解决这一问题已投入开发的“损害自由”或“韧性政权”加工。制造高质量表面的能力是越来越依赖于过程,如塑性加工。基本研究塑性加工脆性材料的证明可以加工硬质材料,尽管工具普及率较低水平,与延性去除机制和类型可以最欧洲杯足球竞彩小化表面和次表面损伤。 韧性模式加工的概念是基于观察到局部的塑性变形发生在脆性材料在一个小的控制体积的工具——工件界面断裂发生之前。欧洲杯足球竞彩布莱克和大肆挥霍的人提出,有一个真正的尺寸效应开始破裂,由于塑性变形的能量尺度变形体积,而断裂的能量尺度裂纹的表面积[1]。因此塑性变形的规模变得积极有利的变形减少,因此有一个体积低于材料可塑性变形而不断裂。这导致了理论模型发展的预测“临界深度削减”,这被认为是一个函数的体积变形,导致脆性断裂。 预测最佳加工条件和操作参数是至关重要的安全信封是否开发有效的加工流程。预测“韧性政权”加工条件有关的相当大的努力一直关注《生活的表面和次表面损伤在准静态压痕加工。一个压痕断裂力学方法可以用来预测骨折的休闲基于小规模缩进事件模拟工具/研磨-工件的交互。 变形/裂缝图正常化对硬度和断裂韧性[2]是有用的识别断裂的临界载荷的休闲。下面这个关键负载的工具/工件交互是变形控制和没有观察到骨折损伤。临界荷载的概念可以扩展到芯片厚度。随着芯片厚度的增加负载也应该增加对于一个给定的接触情况。应该因此可能与休闲的断裂的临界载荷的关键芯片厚度或同等深度渗透。 Bifano关键芯片厚度模型[3]采用断裂力学的方法,是由压痕一起研究数据来自钻石磨试验。渗透的临界深度初始裂缝是由[2]  (1)
(1)
在哪里 dc是开始破裂的临界穿透深度 ψ是一个无量纲常数取决于硬度计压头几何 E杨氏模量 结果韧性模式磨玻璃被用来计算一个值为ψ关联测量值来计算临界深度的预测方程1。过渡到脆性断裂点可以任意定义为一个表面表现出10%的表面裂缝和90%的明显的延性去除磨削[3]。然后给出了临界深度:  (2)
(2)
削减的临界深度,或者更确切地说芯片厚度,为不同类型的玻璃预测这种方法通常是10 - 100海里。 金刚石车削塔尼语等开展了金刚石车削实验BK7玻璃表明脆性断裂的临界深度削减实际上是低于100纳米玻璃[4]。研究材料韧性模式将用于红外光学元素集中在光学锗和硅。欧洲杯足球竞彩早期作品由Gerchman和McLain优质锗,钻石使表面产生表面光洁度的5 - 6 nm Ra [5]。材料去除率(表示为提要/工件的革命)是2.5µm /牧师和削减的应用深度相对较大,25µm。 这将表明,削减提供韧性转变的临界深度硅和锗在1和2之间数量级比别人提出的玻璃材料。欧洲杯足球竞彩然而,该工具几何与材料力学性能造成显著差异[1]。削减或芯片有效厚度的有效深度示意图见图1说明了切削几何当使用传统工具半径。芯片截面不同有效厚度teff如图2所示。当工具半径(R)远远大于工件的工具每革命饲料(f),最大的毛边的芯片厚度(t米每革命)是最大大影响饲料。这是特别重要的,因为进给速率决定了材料去除率为旋转对称的组件,因此总加工周期。 布莱克和大肆挥霍的人也研究了从延性转变为脆性断裂使用“中断法”[1]。快速刀具伺服是用来收回该工具迅速从工件的表面露出毛边的肩膀地区。这个地区使用光学显微镜观察评估点沿着肩膀从延性转变为脆性断裂发生的地方。知道每个测试所涉及的加工参数和刀具几何,关键芯片厚度(dc)可以计算出现脆性断裂。这表明一个“损害”的表面不一定完全由韧性的材料去除方式。事实上韧性模式在硅和锗表面被发现是由脆性断裂和韧性模式去除机制。这是图1所示。真正的塑性加工方式可能只发生顶端的工具和关键芯片厚度(dc)可以被定义为不传播骨折损伤工件的加工表面平面。
|
图1。钻石加工切削几何[1]。 |
从这个基础方程4可用于预测的最大进料速度(f马克斯)对于一个给定的工具,微裂缝损伤不传播平面切割面以下。  (4) (4)
在维c是关键芯片厚度、yc表面损伤的深度,R是半径的工具。这项工作的另一个重要的发现是,名义深度削减(d),如图2所示,对关键芯片厚度几乎没有影响。
|
图2。芯片截面说明芯片厚度[1]。 |
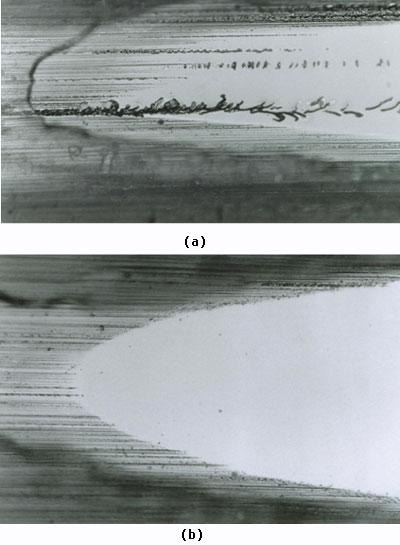
裁决测试代表了一个简单的方法展示时的韧性/脆性响应表面金刚石压头幻灯片。图3和图4说明了表面的钠钙玻璃在使用两种不同的加载。图3显示了从韧性过渡到脆弱的负荷约0.9 N。图4显示了一个塑性响应负荷降低到0.78 N时,负载低于临界值。
|
图3。碱石灰玻璃表面执政后的负载测试0.9 n [6]。 |
|
图4。碱石灰玻璃表面执政后的负载测试0.78 n [6]。 |
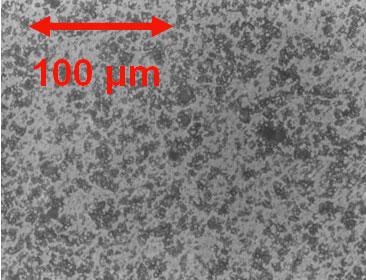
过渡加载等软陶瓷压电材料(高压~ 300公斤/毫米欧洲杯足球竞彩2)更难以识别,韧性和脆性行为之间的界限更加分散,还取决于当地材料微观结构和组成的变化。图5说明了钻石的表面将压电陶瓷在两个不同的加工条件下[6]。这种材料的关键芯片厚度约170海里。低于这个值,图5 a,塑性材料去除是观察虽然表面质量是由散装材料特性所决定的。获得了11 nm Ra的表面光洁度表面如图5所示,但质量是受到热压压电材料内部的残余孔隙度。图5 b说明了使用芯片表面产生厚度远远超出临界值和材料去除发生通过断裂主导机制导致240海里Ra的表面粗糙度。
|
图5。钻石将压电陶瓷)0.1深度切割和加料速度,Ra 11纳米,b) 4.9嗯削减的深度和进给速率,Ra 240海里[6]。 |
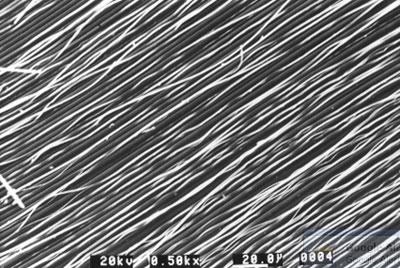
即使在韧性模式下金刚石车削切削力可能是足够高的修改工件材料特性。在压电陶瓷这可以织构变化的形式修改材料铁电性质。x射线衍射技术可以用来评估此类结构效果和使用同步加速器辐射的方法被证明是有用的在决定“损害”[6]的深度。示例如图5所示的展出约11µm损伤。 进一步的问题被认为是刀具磨损。即使保持固定芯片厚度刀具磨损导致切削力增加。如图6所示,显示了一个例子增加正常金刚石车削时切削力与切削总距离硅[7]。在这个例子中,切削力随着距离的增加线性观测,下面没有微裂缝发生的力约为0.75 N。高于这个切削力微裂隙观察。工具半径确定总切割长度达到之前发生脆性断裂。这个例子演示了在金刚石车削过程中需要监控力量和获得的好处,可以通过控制刀具磨损。金刚石工具的磨损的机械化学之间相互作用的结果,发生在工具提示。控制过程的热特性可以有效地减少磨损率和帮助维持力水平低于临界值。 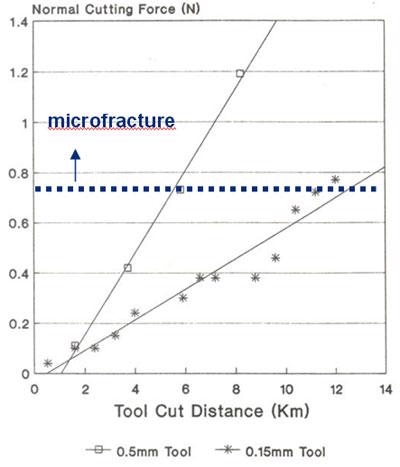
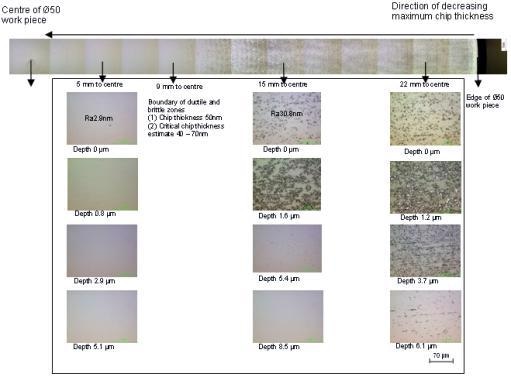
图6。穿的金刚石工具加工硅。 表面光洁度的质量可以通过使用现代金刚石车削机1 - 2纳米的范围内风湿性关节炎(10 - 20 nm rt,峰谷)。形成精度能力通常在100 nm峰谷水平光学多达150毫米直径。 磨削过程相比之下,与单点金刚石车削,韧性模式磨削过程提供的能力产生光学质量的表面光洁度没有重大地下损害经济的去除率。例如,结合高精度机床使用时可能完成磨高质量的复杂形状光学不需要进一步完成操作变得更现实。 磨削过程可以被认为是在个人的磨料粗燕麦粉与工件表面。临界载荷又可以确定基于每勇气和力量可以与芯片厚度有关。这个芯片厚度参数是依赖于在磨削区内活动磨粗燕麦粉的数量和材料去除率。能够确保每个毅力芯片生产低于临界厚度主要取决于机器的刚度和精度。Namba et al声称的应用深度削减在很大程度上可以独立的机器上删除模式当加工脆性材料只要芯片厚度不超过一个临界值[8]。欧洲杯足球竞彩这已经证明在一系列工件材料斯蒂芬森等使用ultra-stiff机床,Tetraform C -11 [欧洲杯足球竞彩9]。 芯片厚度如图7所示的重要性BK7玻璃的磨削。在这个例子中50 mm直径BK7 testpiece地面上5轴Edgetek磨床使用树脂金刚石砂轮。工件旋转在5.5 rpm和砂轮遍历从外边缘到中心。因此,芯片厚度变化从外缘的最大值最小值的中心。一般的表面是显示在图7和说明了锋利的韧性和脆性政权之间的过渡从中心位置9毫米。地下的深度损伤可以通过波兰和蚀刻技术评估,强调真正的缺陷浓度。缺陷级别在不同深度的例子如图7所示为在5日,15 - 22毫米的工件中心。
|
图7。表面和次表面损伤地面BK7玻璃表现出韧性/脆性过渡政权内部延性磨削和零次表面损伤。 |
这说明了地下的深度伤害减少芯片的厚度减少。以下关键芯片厚度任何表面和次表面损伤。关键芯片厚度确定方程2 BK7是40 - 70 nm(范围是一个函数的变化测量硬度和断裂韧性)。最大切屑厚度,这取决于刀具的几何形状,削减的深度、切削速度、和工作速度,可以计算表达式[12]  (5) (5)
在哪里Vc车轮的速度;Vw工作速度;r是指芯片宽度比芯片厚度;dc车轮直径;一个e削减的深度;C是活跃的沉砂浓度估计为1.0×10吗8/ m2实验中使用的车轮。的价值r据报道,在10 - 20[12]的范围;r被认为是等于10。方程5预测最大50 nm芯片厚度在韧性/脆性边界,类似于预测方程2的值。因此,韧性政权磨削条件可以确定基于关键芯片厚度的概念(即每勇气力低于临界值)和损害自由表面可以制作,展览范围1 - 3 nm Ra表面光洁度。
进一步的例子韧性政权磨如图8所示,展示了一个硅片地面晶圆片表面上表面光洁度低于10 nm Ra磨床。图9展示了一个抛光锥形截面晶片边缘,图9中的关键芯片厚度超过一个导致局部micro-fracture损伤。图9 b显示了损害自由边韧性机制条件下地面。
|
图8。200毫米直径硅片延性政权地产生高表面质量。 |
|
图9。锥形部分显示地面硅片边缘)局部的微裂缝b)损害自由研磨。 |
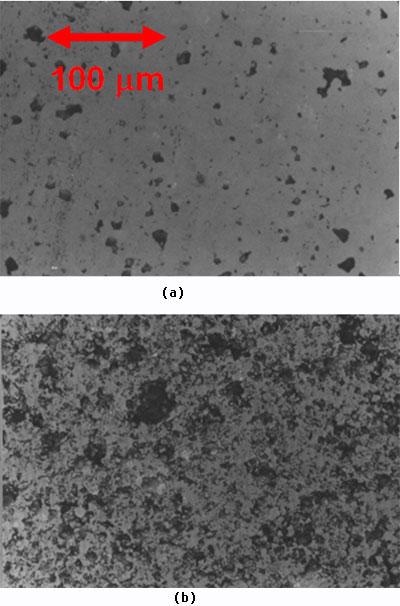
某些陶瓷更加难以根据其成分和力学性能。压电陶瓷是一个例子,谷物撤军和轮加载会导致大问题。图10显示了一个压电陶瓷表面地面3 - 6µm树脂金刚石砂轮,使用0.1 mm / s加料速度,车轮30 m / s的速度和深度削减0.5µm [6]。一个贫穷的表面结果表现出谷物撤军和表面光洁度约250 nm Ra。即使磨削参数选择提供一个小芯片厚度、磨削力很快增加由于穷人切割砂轮磨料和加载的效率与压电陶瓷。
|
图10。压电陶瓷地面说明粮食撤军和穷人完成[6]。 |
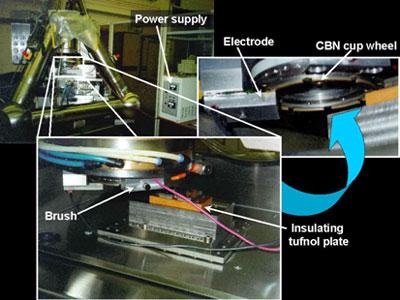
图10中确定的问题是一个例子,突出了磨削过程的动态特性。是小心为true和服饰磨轮,确保最佳切削条件但abrasive-workpiece接触条件不断变化由于勇气穿,改变活动粗燕麦粉的数量和砂轮堵塞的问题。优化磨削过程效率至关重要的是保持一个最佳的车轮条件。这最好通过砂轮修整技术。 选矿技术,证明了一个重要的发展适合细粒度磨轮的电解过程敷料(ELID) [13]。这种技术由中川和Ohmori(13、14)是早期研究的扩展由Buttner [15]。ELID技术确保足够的谷物研磨的过程中保持接触。最初ELID过程主要是针对应用程序(如硅晶圆的磨,但近年来已被用于各种各样的陶瓷和金属材料(9、10、13、14)。欧洲杯足球竞彩 ELID需要金属结合剂砂轮(例如铸铁)、供电、磨削液(电解质)和一个电极。金属轮债券是由正极在负电极定位低0.1毫米左右车轮的脸。两个电极之间的磨削液供给。电解发生在电极之间的差距导致金属的溶解债券和脆性氧化物/氢氧化物的形成绝缘层。当绝缘氧化层形成,轮子的电导率降低。ELID-grinding收益,绝缘氧化层被进一步确保粮食突出和最小轮装载。氧化的结果增加当前和重复的过程。这是示意图如图11所示[13]。一般的ELID系统克兰菲尔德Tetraform磨床如图12所示。
|
图11。形成和去除氧化铸铁债券来确保良好的毅力突出和最小轮加载[13]。 |
|
图12。一般的ELID系统克兰菲尔德Tetraform磨床。 |
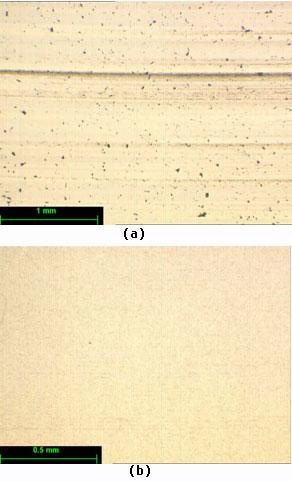
ELID的潜在好处之一是减少个人研磨砂切削力的能力,从而使更高的材料去除率。这方面的一个例子如图13所示的研磨Spectrosil 2000玻璃Tetraform磨床。图13显示了用树脂砂轮磨削后的表面使用5µm轮削减的深度和饲料6毫米/分钟。表面损伤明显,表面光洁度只有15 nm Ra。使用ELID,图13 b,震源深度削减10µm和饲料100毫米/分钟,结果在一个优质的免费缺陷表面5 nm Ra表面光洁度。
|
图13。表面外观Spectrosil 2000 a)树脂金刚石砂轮,b)铸铁债券与ELID金刚石砂轮(超过30倍材料去除率与Fig.13a相比)。 |
这些好处可以扩展到更困难的材料,如压电陶瓷的磨削。欧洲杯足球竞彩图14显示了传统树脂的表面键和ELID金属键地面表面[6]。使用ELID大约4 - 5纳米的表面光洁度可以实现Ra和唯一的主要缺陷与残余孔隙度在原来的陶瓷。力测量磨削时表明,每丸是减少了一个数量级以上当与ELID磨削压电陶瓷这占大大提高表面质量和缺乏粮食的撤军。低磨削力的另外的好处是减少由于结构损伤深度的影响。x射线衍射测量表明,这种类型的损伤扩展只有2µm为树脂材料相比6µm地面表面和11µm钻石表面[6]。
|
图14。表面钻石地面压电陶瓷)ELID b)没有ELID [6]。 |
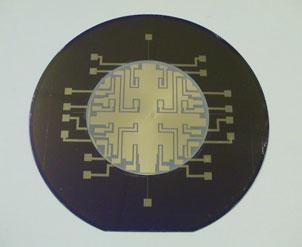
韧性政权磨是一个重要的技术制造许多下一代高级材料制造的组件。欧洲杯足球竞彩MEMS (micro-fabricated机电系统)技术的应用集成的传感器、执行器和分布式电子制造困难的过程材料属性和性能必须优化是一个主要的挑战。欧洲杯足球竞彩精密机械加工过程在这些发展一个重要组成部分。作为一个例子可以考虑制造一个基于MEMS的边界层流动分离控制系统应用在飞机机翼,直升机旋翼和风扇或压缩机叶片。这样一个系统的一个组成部分如图15所示。
|
图15。基于MEMS的边界层流动分离控制系统(与BAE系统公司合作,先进的技术中心,Sowerby,英国)。 |
图15显示了一个示例如何结合micro-fabrication精密磨削过程的技术。照片显示,从基地,一个直径100 mm / 400µm厚硅片连着一个50毫米直径/ 50µm厚压电陶瓷晶片,12µm钛和第二个50µm厚压电陶瓷晶片电极相关联。 与这个设备制造相关的主要挑战是确保损害自由研磨硅和压电晶片,并实现必要的并行性。压电陶瓷层的整体平面度是±1µm,同时表面光洁度只需要20 - 30 nm Ra仍然是大多数商业陶瓷的好相比。实现子100µm厚层压电陶瓷这个质量是通过其他方式并不可行。研磨和抛光的替代方法是非常缓慢而昂贵的,而厚膜沉积技术不产生材料,有必要electro-active属性。 总结金刚石车削和金刚石研磨过程可用于生成高质量的表面脆性材料。欧洲杯足球竞彩通过控制切削力或每毅力在磨削力,表面微裂缝的程度可以控制。 破坏的临界条件,《生活可以从现有的模型估计基于工件的硬度和断裂韧性的特点。加工参数的范围适合“韧性政权”加工可以预测基于准静态压痕和执政的测试。 在发展中成功的损害自由加工过程的一个关键问题是能够保持切削力低于临界值。这通常是困难的,特别是在长周期,由于刀具磨损会导致增加力量的水平。另一个问题与细粒度磨时车轮轮装载的趋势进一步增加切削力。 解决这些问题ELID可以用来不断衣服砂轮,这样能保持稳定和最佳磨削条件对延长周期。 引用1。p·n·布莱克和r . o .大肆挥霍的人“锗和硅加工韧性政权”,》杂志上。陶瓷。Soc73 (1990)949 - 957。 2。B . r .草坪和D B马歇尔。硬度、韧性和脆性:缩进分析,》杂志上。陶瓷。Soc,62 (1979)347 - 349。 3所示。t . Bifano t .陶氏r . o .大肆挥霍的人,“Ductile-regime脆性材料的磨削:实验结果和模型”的发展,学报966 (1988)欧洲杯足球竞彩108 - 115。 4所示。y塔尼语,“单点的光学玻璃的优化”,没有国家(英国)报告。G / C 94544。(1987) 5。m . c . Gerchman和b . e . McLain”调查的影响钻石加工锗光学应用程序”,学报,卷929,(1988),94 - 96 6。P Beltrao时”,分析铁电陶瓷材料的韧性模式加工潜力”,博士论文,克兰菲尔德大学(1998)。欧洲杯足球竞彩 7所示。海岸,P。”的光学表面加工脆性材料使用超精密机床”,博士论文,克兰菲尔德大学(1995)。欧洲杯足球竞彩 8。y Namba, et al .,“超精密平面磨床的玻璃陶瓷主轴Zero-Thermal扩张”,《CIRP,38/1 (1983)。 9。d·j·斯蒂芬森d . Veselovac Manley和j . Corbett“超精密磨削硬钢”,精密工程25 (2001)336 - 345 10。J·d·J·斯蒂芬森,对冲基金和J . Corbett“精密磨削表面处理Ni-Cr-B-Si复合涂料”,Int。《机床与制造、42 (2002)357 - 363。 11。d·J·斯蒂芬森J . Corbett和J对冲使用Tetraform概念”“超精密磨削、研磨剂》杂志2月/ 3月(2002)12日至16日 12。m·c·肖“研磨加工原理”,牛津大学出版社,英国(1996) 13。h . Ohmori“电解进程内穿超精密镜面磨削技术加工”,JSPE26 [4](1992)。 14。H。Ohmori和t .中川”,利用非线性条件与ELID精密磨削硬质材料制造的组件”,CIRP上46 [1](1997)261 - 264。 15。a . Buttner“电解的钻石轮子用于钢磨”,印尼盾11月(1969),205 - 208。 详细联系方式 |