介绍大多数高级材料,e。欧洲杯足球竞彩g。难以机理功能性陶瓷和高温材料。欧洲杯足球竞彩研磨是广泛使用的,也是使用高级材料生产现代设备的重要加工操作。2020欧洲杯下注官网欧洲杯足球竞彩目前,加工成本的百分比约为工业化世界中总组件成本的80%或更多[1]。硅晶片用于生产大多数微芯片。需要各种过程才能从单个晶体铸入式中制作硅晶片。典型的过程,打包/表面研磨和硅晶片的抛光消耗很长时间,成本高[2]。在研磨过程中,无法避免地面表面的损坏。为了去除受损层,需要热处理和蚀刻过程[3]。研磨过程中的过量力会产生缺陷,例如碎裂或破裂。磨碎的材料不可避免欧洲杯足球竞彩地会产生脆性裂缝和延性缺陷,因为钻石砂粒切成样品[4,5]。对于常规的研磨机,控制磨削深度和喂食率。研磨平面上的力增加以在样品表面产生过多的应力,并在地面上存在缺陷。精明的操作员监视振动[6,7],声音[8]和声发射[9-11],以估计常规研磨系统中的磨轮条件。在这项研究中,我们提出了一种新的研磨设备,以实现减少缺陷的加工。2020欧洲杯下注官网这种高级加工具有恒定的喂养系统。因此,桌子 -喂养率根据磨削条件而改变。用研磨力磨进深度的影响,餐桌喂养速率和特定的研磨能量(sge)在使用Si晶片和烧结的Al的恒定喂养磨床上2o3评估。 实验Procedure在本研究中,使用了新开发的恒定喂养磨削系统。图1显示了新开发的研磨系统设置的示意图。 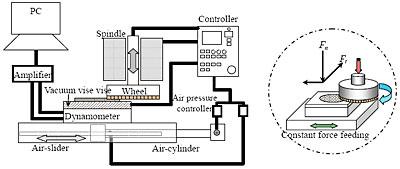
图1。恒定喂养磨床的示意图。 该系统由空气滑动式桌子,真空虎虎和杯形钻石磨牙组成。真空气象是由多孔陶瓷材料制成的,并加工了,以确保真空虎钳和磨轮表面之间的平行表面,以用于高平坦地面样品。标本放在没有胶水的多孔真空气象上,并撤离空气以固定样品。此附件不会对样品造成任何损坏。磨床由空气缸和空气滑块控制,用于恒力喂养系统。在这项研究中,4英寸硅晶片和烧结的Al2o3(98.1-98.5%的相对密度和25毫米X50毫米)用于评估研磨能力。标本通过杯状的600粒度磨轮(玻璃化键,35-37%的孔隙率,30-40μm钻石颗粒作为磨料颗粒,Nano Tem Co. Ltd.,日本纳加卡,日本)。欧洲杯猜球平台在磨削过程中,通过3组分压电测功机(9257b。KistlerCorp.)测量了对样品表面的正常和切向力。评估了每次通过的摄食深度(1μm至50μm)对研磨力和表喂养率的影响。从磨削力激活的时期的表喂养速率。评估磨削测试之前和之后的磨削轮厚度的变化。最后,通过共聚焦激光显微镜(LSM VK 8500. Keyence Corp.)评估地面粗糙度和形态。 结果与讨论图2(a)和(b)显示了研磨力之间的关系(正常力;Fn,切向力;Ft)和表喂养率(vF)与烧结的Al的进食深度2o3和si晶圆。 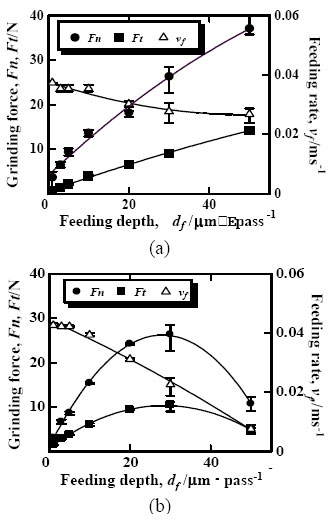
图2。各种进食深度对研磨力的影响(切向力;Ft,正常力;Fn)和餐桌率(vF)。(a)烧结2o3,(b)si晶圆。 烧结的磨碎力2o3随着进食深度的增加,不断增加。随着Al的增加,Si晶片的研磨力增加2o3为了喂食深度至30μm/pass,并随着30μm/pass的摄食深度增加而减小。力减少的原因与粘结强度有关在磨料之间-笑和粘合矩阵磨轮。图3显示了磨床与进食深度的磨损比之间的关系。 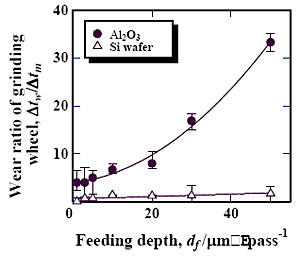
图3。随着烧结深度的增加,磨削轮的磨损比增加了2o3。但是,这不是Si晶圆的情况。 通过以下公式(1)计算磨轮磨损比。  (1)
(1)
其中δtw是在之前和之后之间的磨削轮厚度的变化所有研磨,δtm是有效地面厚度,i。例如,完全喂养深度((dF),被刺痛g车轮变化(δtw)。G地带轮磨损为了烧结2o3随着进食深度的增加而迅速增加,但这对Si晶圆做过不结e很多。这些结果表明粘结强度磨轮,e。g。,粘结强度之间磨料和粘结材料或粘结材欧洲杯足球竞彩料之间他们自己比打磨si晶片强,比烧结更弱al2o3。因此,与地面烧结的Al同时除去磨轮表面2o3表面。因此,打磨力不断增加。这是自我的影响敷料到砂轮s。另一方面,这使用的磨轮s即使在饲料中,也具有足够的粘结强度来磨碎晶状体深度50μm/通过;这个喂养深度大于磨料粒的大小磨轮s。因此,去除Si晶片表面,桌上馈电速度降低,磨削力从根本上降低。随着进食深度的增加,桌馈率降低研磨轮没有受到自我饰面的影响,磨料粒的边缘变得沉闷,并且轮子和样品之间的接触区域增加。这意味着根据磨削条件,进食率改变了。ThESE结果s证明恒定喂养磨床系统将进食速度控制为研磨条件各不相同。 研磨力量s在磨轮之间s和标本是easily控制引领。因此,过多的力量s在地面上淘汰。测量参数s允许至计算吃这去除给定标本的能量所需的能量,即。e。,特定的研磨能量(sge)。这sge根据测量的磨石和车轮的乘积比率计算速度如公式(2)[12]中所示的体积去除率。  (2)
(2)
在哪里Ft是切向力,vs是车轮速度,vF是去除率。图4显示了关系在两者之间运送sge相对进食深度。这sge在10μm/pass的喂养深度下变为恒定图5显示了关系在两者之间运送最大粗糙度(ry)相对进食深度。表面粗糙度不会在各种进食深度变化。此外,这种最大的表面粗糙度是这相同的孔径值(al2o3)对于任何给定的进食深度,小于4μm(Si晶片)。这些结果也表明这恒力喂食系统做不是产生过多的力量s地面。 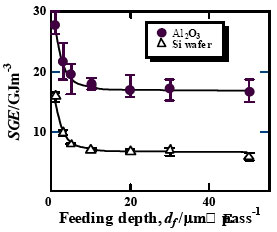
图4:特定的研磨能量(sge)在10 µm/Pass的喂食深度下变为恒定。 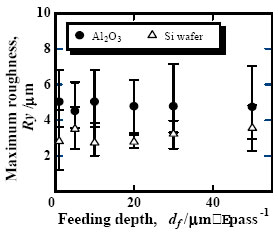
图5:相似的最大表面粗糙度(ry)在不同的喂养深度(dF)。 图6显示了硅晶片(左)和Sinterd-al侧视图的SEM照片2o3(右)地面前后。最后,我们可以将硅晶片从0.5毫米的厚度磨碎到40μm和烧结2o3从1毫米厚到40μm仅在不到50分钟内磨削一步。 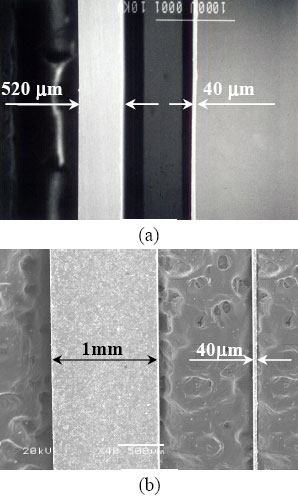
图6。硅晶片和烧结的Al的侧视图的SEM照片2o3在(左)之前(左)(右)(右)之后。(a)si晶圆:一通磨碎到40从520 µm的厚度μm仅50分钟,(b)烧结的Al2O3:40 µm从1毫米厚度为90分钟。 结论在这项研究中,恒定喂食的磨削评估了系统用于还原ing损害s高磨率为了硅晶片和烧结的Al2o3。烧结的磨碎力2o3随着进食深度的增加,不断增加。t他磨碎了si晶圆的力量,然而,随着进食深度增加30μm/Pass的增加。t他有效S是由相对差异引起的打磨轮的粘结强度s关于去除al所需的力2o3或si晶圆。G地带轮磨损为了烧结2o3随着进食深度的增加而迅速增加,但这对Si晶圆做过不结e很多。这些结果表明粘结强度磨轮,E,。g。,磨料之间的粘结强度 -谷物和粘结材料,或粘结材料之间欧洲杯足球竞彩他们自己比打磨si晶片强,比烧结更弱al2o3。因此,与地面烧结的Al同时除去磨轮表面2o3表面。因此,打磨力不断增加。这是自我穿衣的效果到砂轮s。另一方面,这使用的磨轮s即使在饲料中,也具有足够的粘结强度来磨碎晶状体深度50μm/通过;这个喂养深度大于磨料粒的大小磨轮s。随着进食深度的增加,桌馈率降低研磨轮没有受到自我饰面的影响,磨料粒的边缘变得沉闷,并且轮子和样品之间的接触区域增加。这意味着未产生取决于研磨条件和地面上过度的力的进食率改变。特定的研磨能在10μm/pass的饲料深度下变为恒定(al2o3:大约17 GJ/M3和Si晶圆:大约7 GJ/m3)。最大表面粗糙度(ry通过共聚焦激光显微镜评估)。最大表面粗糙度不会改变任何喂食深度。最后,我们可以将硅晶片从0.5毫米的厚度磨碎到40μm和烧结2o3从1mm厚到40μm仅在不到50分钟内磨削一步。 致谢作者希望感谢日本政府通过教育,文化,体育,科学和技术部的21世纪阁下中心(COE)计划部分支持这项工作欧洲杯线上买球 参考1。J.Y.Shen,C.B。Luo,W.M。Zeng,X.P。Xu和Y.S.Gao,“在恒定压力条件下打磨的陶瓷”,材料加工技术的J.,129(2002)176-181。欧洲杯足球竞彩 2。H.K.Tonshoff,W。V。Schmieden,I。Inasaki,W。Koing和G. Spur,“硅的磨料加工”,CIRP Annals(Conf。Int。pourpour pour laRes。deprod。),39 [2](1990)621--621--630。 3。T. Fukami,H。Masumura,K。Suzuki和H. Kudo,“制造半导体镜面的方法”,《欧洲专利应用程序》,EP0782179A2,Bulletin(1997)27。 4。S. Malkin和J. E. Ritter,“陶瓷的研磨机制和强度降解”,ASME,工程工程工程J.,111(1989)167-173。 5。S. Malkin和T. W. Hwang,“陶瓷的研磨机制”,CIRP Annals(Conf。Int。Pourpour laRes。deProd。),45 [2](1996)569-580。 6。T. Shirakashi,W。Gong和T. Obikawa,“通过主动方法监测工具损伤的过程 - 阻尼比与工具磨损开发的行为”,JPN的J.Soc。对于精密Engin。,61 [12](1995)1750-1754。 7。M. E. R. Bonifacio和A. E. Diniz,“将工具磨损,工具寿命,表面粗糙度和工具振动相关联,用涂层的碳化物转弯”,Wear,173 [1-2](1994)137-144。 8。J. H. Ahn,H。S. Lim,S。Takata和T. Sata,“基于实时声音识别的加工过程/工具磨损监控系统”,JPN的J.。Soc。对于精密工程,60 [8](1994)1144-1148。 9。C. R. Heiple,S。H。Carpenter,D。L。Armentrout和A. P. McManigle,“单点加工 - 源机制的声发射和刀具磨损的信号变化”,材料评估,52 [2](1993)269-274。欧洲杯足球竞彩 10。H. takeshita和I.Soc。对于精确工程,59 [2](1993)269-274。 11。A. E. Diniz,J。J。Liu和D. A. Dornfield,“通过监测饰面旋转时的声发射来使工具寿命,工具,磨损和表面粗糙度相关联”,Wear,152(1992)395-407。 12。A. Takata,“ kou-nouritsu kou-kensakuhi takushitsu daiyamondo toishi no kaihatsu”,日本纳加卡技术大学的博士学位论文(1998年)(日语)。 联系方式
Hyunjin Kim,Koji Matsumaru和Kozo Ishizaki Nagaoka gijutsu-kagaku daigaku
纳戈卡技术大学
940-2188,日本。 电子邮件:[电子邮件保护] |
atsushi takata Nano-Tem Co. Ltd.
Niigata Nagaoka的Shimogejo 1-485
940-0012,日本 |
|