在第一仪器塑料模塑商中,挤出机和复合机可能会考虑在装备新实验室时是熔融流量分子器或“熔体成分器”。在更技术性术语中被称为挤压仪仪,该装置长期以来已经用于确定原始和复合热塑性树脂的熔体流速或质量流量(MFR)。随着塑料处理器的压力增加,符合质量标准的质量管理,更多的是使用这些仪器来评估传入的材料和测试成品。 在ASTM D1238和ISO 1133标准中详细描述的熔体流动测试在标准条件下快速测量粘度曲线上的一点。虽然这种测试的相对简单性保持不变,但熔体指数仪自20世纪50年代出现以来已经有了相当大的发展。计算机化和自动化减少了操作员之间的变量,产生了更精确和可重复性的结果。 熔体指数仪是如何工作的熔融指数器由加热的筒和活塞组件组成,以含有树脂样品。将指定的负载(重量)施加到活塞上,并且通过特定尺寸的毛细管模具挤出熔化的聚合物。 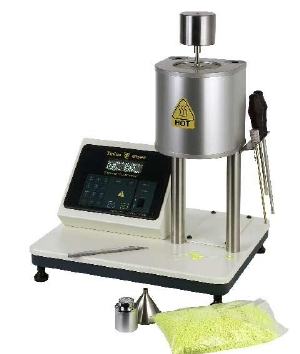
图1.Tinius Olsen的MP600模型如图所示的流程A配置 用熔体流动指数仪测定性能在10分钟内挤出的挤出的树脂质量等于MFR以G / 10分钟为单位表达。(该值也通常称为熔体指数,MI或熔融流量指数MFI。)一些仪器还可以计算剪切速率,剪切应力和厘泊中的粘度。 熔体流动测试中测量的是什么熔体流动测试所测得的基本性质是熔体粘度或聚合物在特定剪切应力(与施加的负荷有关)和温度下的流动阻力。长度较短、几何形状简单的聚合物链相对容易“滑动”通过另一个,流动阻力很小。相比之下,高分子量的长链和更复杂的结构产生更大的流动阻力或粘度。 质量流量与其它性质的关系然后,MFR是平均分子量的指标,并且与其成反比。MFR为50g / 10min的树脂表明较低的分子量而不是10g / 10min的MFR。虽然更高的MFR材料可以更容易处理,但是与分子量相关的物理性质,例如抗冲击性,通常更低。 
图2.熔体分度炉截面。 质量流量或MFR和质量控制因此,MFR通常用作处理器的材料验收规范,也是将树脂与来自不同供应商的树脂进行比较。它还具有许多在质量控制中的用途。不仅可以改变聚合和复合的变化,影响到进入树脂的MFR,但它也是由运输或储存条件或不当干燥引起的树脂降解的有价值指标。常规MFR测试成型或挤出后可以帮助确定不正确的加工条件。它还提供了一种简单的指标,即如何增加工厂再研磨或消费者后回收可能影响原始树脂的可加工性和最终使用性能。 案例研究 - 使用MFR进行质量控制作为如何使用这些信息的实际案例的一个例子:一个注塑聚碳酸酯零件在掉落时发现开裂。新树脂的MFR为28.5 g/10min。从已知的“好”零件中提取的样品被碾碎,并在熔化分度仪中进行测试。MFR为27,在确定的耐受范围内(±30%)。但“问题”部分显示MFR为90。从这个证据,它被发现“坏”批次包含了大量的再磨,在加工过程中已经被热降解。 ASTM 1238 VS ISO 1133ASTM 1238和ISO 1133测试方法在技术上是等同的,但是有一些细微的差异。测试运行的方式是不同的,一些技术规格也是不同的,这可能导致不同的结果。 测试程序ASTM 1238和ISO 1133都提供了两个标准熔体测试的两个变体:程序A和程序B.程序A描述了一种基本手动熔体分子器。它涉及以定时间隔使挤出物的“切割”在定义的测试负载和温度下离开挤出模。在分析平衡上称重“切割”以确定平均质量,并且将该值推断为在10分钟 - MFR中挤出的质量。 
图3.Tinius Olsen Mode MP600所示程序B配置 
图4.EP600软件设备设置界面截2020欧洲杯下注官网图 熔体指数试验负载范围测试负载范围从1.2到21.6公斤,允许测量粘度从非常低到非常高的材料(更粘稠的熔体需要更多的重量来迫使它们通过模欧洲杯足球竞彩具)。使用的负载和温度由材料和测试方法决定。 自动化融化器上的剪刀今天所有新的熔体分度机都配备了自动计时器,有些还配备了自动挤出切割机。虽然后者与一些塑料很好地工作,但有些树脂熔体是粘性的或很难操作,以获得干净的切割,在许多情况下,自动切割机无法与人手相比。 使用测试程序B计算MFR B.步骤B测试简单,没有挤出切割或称重,因为它是体积的。挤出的树脂的体积从筒的几何形状和活塞行进的距离在测量的时间内获得。这决定了CC / 10分钟中的熔体体积速率(MVR)。从该值和树脂的已知熔体密度,可以自动计算MFR。通过程序B测试,操作员只需用树脂装载桶,开始测试,仪器计算结果。 测试程序的优点b这是相对于基本程序A仪器的第一个优势;这些装置在一次测试运行中测量20、30或40个测点,并统计计算哪些结果在标准范围内,哪些结果由于气泡或其他杂质而在标准范围外。第二个优点是用户干扰少。因此,结果通常更准确,更可重复。 另一方面,程序B测试要求在测试温度下的树脂熔体密度的准确值。这些值可以在出版的文献中找到,例如,ASTM 1238标准中引用了“通用”PE和PP的典型值。然而,大多数来源认为更准确的测量具体树脂的实际熔体密度被测试。这是通过在一次测试中结合程序A和程序B的元素来完成的,从而获得重量和体积的数据——即密度。今天用于程序B的熔体指数仪可以用于进行这两种测试。 测试程序A VS程序B至于哪一种程序是最好的,并没有普遍的共识。有些人建议大多数处理器采用程序A,因为它测试材料的“散装特性”,并不假定你知道或相信实际树脂的熔体密度值。其他人认为程序A最适用于使用广泛材料和添加剂包装的操作人员,而他们认为程序B最适用于经常测量已知熔体密度的同一类型材料的实验室。欧洲杯足球竞彩 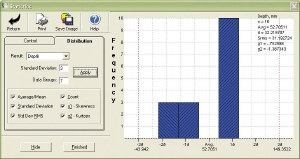
图5.EP600软件显示基本SPC功能的截图 多重熔体流动试验与标准方法A和方法B不同,也存在多重熔体流动测试,在两种或三个不同的负载条件下提供多个测量(使用不同的重量)。 在ASTM D1238下引用多重重量测试作为熔体流测试的变化,但仪器供应商正在为该测试编写单独的标准。 多重量熔体流动测试仪器几家供应商提供多重能力。供应商说,在可以计算剪切速率和粘度之外,可以计算剪切速率和粘度之外,多重测量提供了“贫困人的毛细管流变仪”。 大多数供应商都同意,多重仪器主要适用于希望为客户提供有关材料如何表现的更多信息的树脂生产商或复合者。 熔体流量指数的特征价格差异主要反映了期权。温度控制可以包括一个自动预热阶段作为标准或可选。数字编码器可用于测量过程B的活塞行程,其精度远高于使用光电池或机械开关的旧光学技术。另一种选择是采用电动升降活塞。 其他新选项包括加热前的树脂颗粒的自动压实。用杆手动夯实材料可以占MFR结果的多达10%的变化,并且据报道,通过电动杆消除该变化。 熔体流动指数仪的模块化设计一些供应商采用模块化或构建块的方法,这允许在购买后向基本单元添加功能。例如,基本过程的初始购买机器和随后添加编码器的开关,电动举重设备,清洁和净化配件和基于pc的软件意味着这种基本的机器可以被转换成一个半自动系统,运行在一个单一的点击鼠标的点击。 熔体折射器烤箱除选项包之外,熔体指数人员之间的价格差异也与单位制造和校准的方式有关。虽然技术规格由ASTM规定,但一些供应商恰好会见他们,而其他供应商将超过它们。购买熔体索引器时的关键点是温度控制必须绝对稳定。例如,有些单元在桶周围有两个加热元件,而其他单元只有一个。而且,有些具有较小的烤箱(围绕筒的圆柱形块),这意味着绝缘和热保持不如。桶周围更大的烤箱将使温度更快地稳定。 
图6.模型MP600显示的P程序B配置,具有电动重量降低平台,用于半自动操作。 校准融化的索引器供应商还说校准对于正确使用熔体索引器至关重要,并建议买家确保他们的供应商提供校准服务。校准需要在模具上方的特定点处检查桶内的温度,并确认枪管,活塞和模具的尺寸。 熔体流动指数仪清洗的重要性最后,模具,活塞和桶必须易于清洁。清洁度是良好的熔体分子练习的核心,因为桶或模具中的旧聚合物会降低并导致MFR的大变化。 
图7.图中所示的MP600型具有较低的重量平台和气动清洗和气动清洗活塞,用于简化快速测试和清洗。 |