新的应用程序在涂层和表面处理技术正在帮助制造商克服复发的成本和中断导致的机器故障组件磨损和故障。技术最初为航空航天和半导体行业正在开发用于提高金属表面的磨损和弹性范围广泛的高性能和高温度的工业应用。这些好处是巨大的。通过扩展的生活工具和模具,技术可以帮助减少植物停机时间,昂贵的修理和维护,并改进过程性能。本文主要关注三个技术——离子注入,有限公司2激光表面处理、热喷涂(等离子体),检查最新的应用程序。 离子注入离子注入30年来一直被用于改变半导体的电特性,现在广泛用于芯片制造。在1970年代,AEA技术(英国)的科学家们发现,离子注入可以帮助改善金属磨损和摩擦性能的生产工具。今天,这个过程是广泛应用于聚合物成型行业对模具,喷嘴,盖茨,浇口,螺丝和桶。 离子注入是一个可靠的和可重复的过程的理想应用高性能、高精度组件质量是至关重要的。这项技术正成为工具设计不可分割的一部分,它的好处越来越认可,表1。 表1。修改使用离子注入表面产生的性能优势。
|
钢模 |
H13 |
4 x |
脱模改进 |
丝杠和桶 |
氮化钢 |
6 x |
吞吐量提高了 |
挤压模 |
P20 |
4 x |
改善表面光洁度 |
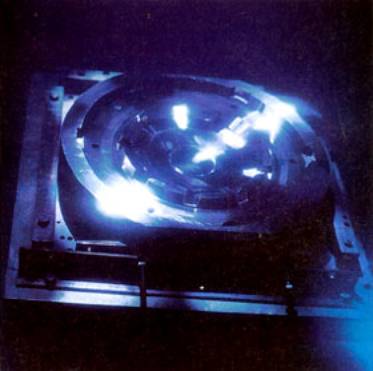
离子注入的优点与其他治疗方法相比,离子注入很简单,成本效益和风险。技术包括轰击材料表面的高速电子束离子。一旦嵌入,离子表面成为不可或缺的一部分,没有造成与涂料相关的粘附和分层问题。植入在温度低于200°C和执行可以控制到非常接近室温。它甚至离开表面光洁度,镜面抛光材料,完全没有改变。欧洲杯足球竞彩没有工具变形或尺寸变化的风险。 离子注入的聚合物加工的主要好处是能够改变工具表面的机械和化学性能而不影响基质层。可以创建完全移植所需的表面合金成分和性能特点正确地指定类型和剂量的离子。 应用程序这项技术被广泛用于加强和改善模具和工具的磨损特征细节,纹理和紧公差符合,丝毫不将是一场灾难。离子的物质,如铬、氮、碳和氧可以应用于治疗造型等问题从填充材料磨料磨损,脱模,腐蚀或天然气出口。欧洲杯足球竞彩 但最令人印象深刻的结果。通常情况下,这个过程可以扩展的生活工具和模具的三至四倍,在某些情况下十倍,减少循环次数高达百分之八。 案例研究1 -冲床和模具冲压牛津郡苔藓塑料部件有限公司,一家注塑闭包的包装行业,利用离子注入来帮助解决冲床和模具机械的反复出现故障。twin-layer衬里的问题影响到冲压可密封容器帽,和初始启动后不久就发生了。高容量的循环,增加摩擦,twin-layered材料以减轻的趋势前沿,经常导致穿孔接和抓住死去。这个停止生产,直到工具集可以拆卸,更换并准确复位。 一个特别计算高剂量离子注入表面处理是提高开发组件的表面和切削刃,提高耐磨性和减少摩擦。消除了昂贵的癫痫治疗问题,延长的生命和死亡是由三个因素造成的。改进的性能允许苔藓维持很高的包装行业的生产速度要求。 案例研究2 -轮子模具Clearplas有限公司汽车行业轮削减组件制造商,使用离子注入的磨损寿命延长其新的高容量的工具,图1。公司经历过问题生产范围罗孚轿车车轮修剪,含有30%的玻璃填料添加耐冲击。由于填料高度磨料生产,模具必须反复剥离和抛光。没有定期治疗,模具(价值£60000)会迅速磨损,导致产品质量问题和生产超支。
|
图1所示。3810毫米轮模具标准的轿车。一生中增加了离子注入。 |
适应轮子的大规模削减模具,AEA技术专门研制的一米直径光束,不同寻常的离子注入,梁邮票大小的更普遍。过程产生了戏剧性的结果,4倍提高耐磨性,减少摩擦,导致改善物流,减少循环次数。 有限公司2激光表面处理另一种技术提高金属的韧性和硬度在高性能的应用程序是有限公司2激光热处理。激光治疗的好处是精度和控制大量的能量可以投射到一个定义良好的区域在很短的时间。使用计算机控制的光学方法,图2中,光束可以聚焦和迅速采取行动,确保只有非常精确定义的区域。值得注意的是,激光过程的速度和相对较低的能量投入下的材料使材料表层完全不受影响。
|
图2。一个公司的示意图2激光治疗的设置。 |
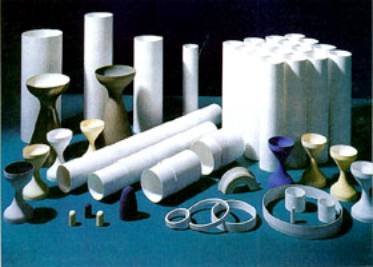
梁是在钢铁表面扫描,浅表层的温度高达1.5毫米急剧上升。使用正确的波束宽度和扫描速度的温度可以高于其硬化。目前光束移动加热停止,表层的热转移到冷材料表面以下。这种快速淬火创建了一个非常高的钢表面硬度。 优点和缺点激光设备的成本也相对较高,但可以很大2020欧洲杯下注官网程度上抵消了许多好处。它可以把组件finish-machined条件,不需要昂贵的重新研磨操作。它提供了高利用率水平,因为梁之间可以快速切换备用工作站。最后,技术处理与各种组件的大小,甚至可以应用于服务的组件。 案例3 -活塞槽硬化柴油机制造商AE goetz,部分汽车零部件集团特纳&纽厄尔,使用激光硬化治疗活塞组件来帮助延长维修间隔发动机大修。传统的中速柴油发动机使用铝活塞与活塞环槽钢筋上。当公司变成了严厉的钢和铸铁活塞,它发现快速穿环槽的面孔,特别是当使用低品位燃料。尝试使用感应淬火增加耐久性活塞被证明是不成功的。 激光淬火使用光束扫描设备提供了一个解决方案。2020欧洲杯下注官网技术实现槽淬火钢和铸铁活塞的深度0.5毫米没有表面的融化或重大失真槽周围的敏感地区的土地。该项目使公司双活塞的生命周期,从而实现其总体目标。 热喷涂(等离子体)与离子注入不同的是,热(或等离子体)喷涂涂层技术。它是在1960年代开发的保护喷射式涡轮组件从过多的热量和磨损。技术涉及到一系列的过程中,粉末材料,在熔融状态,轰炸到建立一个金属或陶瓷涂层表面。由此产生的涂层债券可以应用广泛,由于高温等离子体可以融化任何金属或陶瓷粉末。 案例研究4 -炉感受器温度在光纤生产制造炉通常超过2000°C。毫不奇怪,加热元件等关键组件可以有一个非常短的生命。Stanelco产品的情况下,传统的石墨和早期氧化锆基座作为加热元件在其炉只持续了7到10天。 公司转向AEA技术重新设计其氧化钇稳定氧化锆感受器,图3中,还不是经济可行的,尽管更持久。解决方案是一个新颖的等离子体生成双围墙(双)管安排,能够承受热冲击温度高达2400°C。更严格的双层光学设计增加了新的基座的生活三个月,一年,在某些情况下,50倍的时间比之前的组件。
|
图3。一系列炉内衬或基座,在拉塔用于制造光纤,和近净成型所产生的热喷涂。 |
设计也阻止污染物的进入到表面。即使一个墙休息期间操作,没有杂散颗粒可以进入表面。欧洲杯猜球平台另一个好处是降低纤维断裂的风险。污染物会附着在纤维,导致期间将是灾难性的破坏,30公里的制造光纤的长度。 新的基座允许制造长拖长生产运行在拉塔与降低纤维断裂的风险。他们还减少停机时间,结果不得不经常更换基座。 等离子喷涂基座可以产生大量的管尺寸极其准确的长度和孔尺寸。技术也能产生其他近净形组件等元素,坩埚,罩体和火箭喷嘴。 |