感应加热技术是一种更有效、更经济的管材和管材制造商解决方案。它是热弯曲、钎焊或涂覆、热处理和消除焊接应力等操作的理想解决方案。
感应系统是环保的,能够选择性地加热管状产品的部分。与传统的炉子和烤箱相比,它们还提供了人体工程学的好处,占用更少的地板空间。通过加热涂层下的金属基板,由内而外固化涂层,提供了更高质量的涂层解决方案。这使得表面更柔软,并使溶剂蒸发和任何气体排出发生。去除管道涂层是感应加热的另一个典型应用。Ambrell为固化操作的各个阶段提供快速、高效的感应加热解决方案。
焊前和焊后加热

由于如今的油气管道使用的是更多的薄壁合金钢管,制造商和安装商对这种管道表现出了兴趣安贝尔感应加热系统,提供所需的快速、准确和均匀的加热。对接焊接时,通过感应加热将接头区域预热到150-200°C,以准备一个质量均匀的焊接表面。焊接后,将接头区域加热到600-650℃,以消除热应力。
感应加热的其他优点包括:
- 没有明火或暴露的加热元件
- 减少对工厂涂层的损害,消除有害的表面残留物
- 随温度/时间参数可变控制
- 不需要大的储气面积,降低了能源成本。
热弯管
对于弯曲较大、壁厚的管道,感应加热是理想的,因为与其他弯曲技术相比,它提供了更高质量的聚焦窄带加热,壁变薄和椭圆度更低。感应热管弯曲也是一种合适的替代传统的安装和焊接方法,帮助公司满足化学和能源行业的严格安全要求。

Ambrell报价诱导热管弯曲的各种频率和功率水平加热的系统。对于热管弯曲时,管通过感应加热线圈在弯曲点包围和加热。然后将加热的管是通过使用弯曲臂施加压力弯曲成所希望的形状。空气和水骤冷之前和加热到帮助仅在热区弯曲之后被使用。
钻杆热处理
钻杆生产
石油和矿物钻杆制造商正在使用安贝尔感应加热系统满足API 5DP和GOST R 50278的先决条件。
在钻杆热处理和刀架焊管端部的生产过程中,感应加热过电阻或火焰加热方法的优点如下:
- 生产力:更快的加热允许单零件加工
- 质量:消除火焰加热中常见的温差
- 经济:它将热量应用到需要的区域
- 一致性:精确,快速,该部件内均匀的加热
- 安全:消除外露火焰,提供更安全的工作环境。

壁厚加厚的镦锻工艺
在锻造前,将管端加热至1100℃,使钻杆端增厚。感应取暖是经常利用多个管道在单通道线圈,或连续多档位线圈,编造的一个燃油150秒。这些加热技术不仅提供了所需的时间的热量通过管壁也符合180 -第二楼层之间的周期时间。
焊后热处理
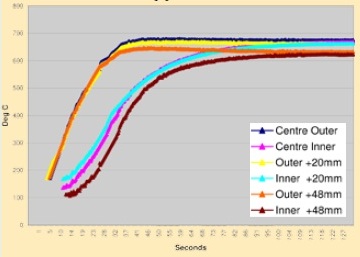
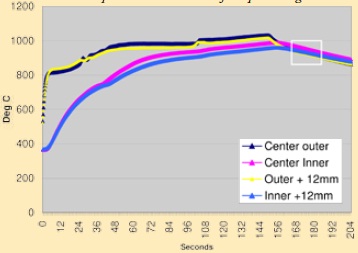
当刀架与管端摩擦焊或电弧焊时,焊缝和周围的管道变得脆性。为了使接头区域变韧,采用了三步热处理工艺。
应力消除:围绕焊接区域应力由100mm宽带加热到700℃缓解。
奥氏体化:对于奥氏体化,25毫米宽的带被加热到900°C。淬火前必须使管壁温度均匀。
通过回火:通过加热周围的50mm带至675°C,以产生正确的钻杆韧性的焊接接头进行回火。
薄壁矿用钻杆端头的热处理
矿用钻杆的内外螺纹端经过热处理和表面硬化,使管端变韧,减少钻孔过程中反复连接和断开造成的磨损。
在油气井钻头上钎焊金刚石或硬质合金刀片
油气井钻头
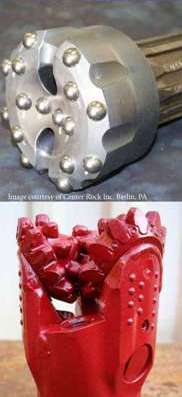
钻头生产包括单个钎焊多个刀片(通常从40到60)到单个钻头。这些刀片可以是碳化钨刀片(TCI)或多晶金刚石块(PDC)。感应加热是将钻头预热到600°C以准备钎焊金刚石镶块的理想方法。

在PDC或TCI刀片是钻孔工具的切割部分,因此它们会磨损配合使用。感应加热在回收过程中使用的升温钻头,这允许重建钻头要移除的插入件。(这些插入图像是美国合成纤维,奥勒姆,UT的提供。)
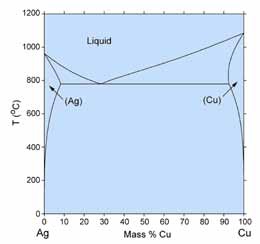
钎料的钎焊银铜共晶合金的熔化温度为790℃,远低于铜或银的熔化温度。这种低熔化温度消除了金刚石钻头在钎焊过程中过热,导致与钻头的牢固连接。
概括
Ambrell提供EASYHEAT和EKOHEAT系统与不同功率和频率水平。因此,该公司可以帮助客户实现最佳的生产效率和成本效益,而不论其管道或管的应用。多功能系统提供有多个电容和自来水变压器配置。他们通过提供高效的电源转换降低能源成本。用户友好的系统提供了通过灵活的频率调谐重复加热。这是由于其体积小容易将这些系统集成到客户现有的流程集成。



这些信息来自Ambrell感应加热解决方案提供的材料。欧洲杯足球竞彩
有关此来源的更多信息,请访问Ambrell感应加热解决方案。