切割缩小切口与超高精度在高密度材料采用射流技术需要一个特定的水射流切割过程:细磨料射流过程(FAWJ)。欧洲杯足球竞彩第一个FAWJ切割头是由水射流在2008年瑞典。
 细磨料射流切割与电火花
细磨料射流切割与电火花
细磨料射流桥梁之间的差距
水射流切割是一种常见的方法处理部分在高密度材料,如铝、不锈钢、钛和碳复合材料。欧洲杯足球竞彩FAWJ切削过程的桥梁之间的差距微激光、电火花切割,水射流切割微观领域的一部分处理。
使这种水平的精度需要两件事:(1)FAWJ切割切割头,切割过程,和(2)一个机器为极端的准确性。不合格品10微水射流瑞典满足这两个要求。
0.2毫米的切口FAWJ切割过程
第一个微射流切割头是由水射流在2008年瑞典。是一个高精度刀具产生最精确的磨料水射流。独特的切割头使应用磨料射流直径0.2毫米。FAWJ切割过程需要非常230 - 240目细研磨剂和一种特殊的数控控制剂量磨料馈线。
机表精度为±0.008
达到所需精度的水平在微制造、不合格品10水射流具有许多独特的设计特性来创建一个刚性表经受温度波动:
矿物铸件Bearlit表框架——一个表框架由复合材料制成的优秀的刚度,能够承受振动和温度波动。机器结构和运动的框架集成系统作为一个完整的单元。
橡胶暂停不锈钢水捕手——独立的麦田解决方案可以防止振动和温度变化影响的切削过程。不锈钢是维护自由。
英国殷钢规模在X和Y -英国绝对线性编码器安装在X和Y轴一微米尺度极低的膨胀系数和超高分辨率。
准备任何类型的设备
palettized切割表使它易于安装夹具和按不同类型的加工。最大表的大小是1 x1 m涵盖大多数切割应用程序。切割表是固定到表框架使超高精密切割。
“有很多供应商,他们提供微切削机,但没有多少可以提供一个真正的微刀具与0.2毫米的切口结合±0.008精度,”联合创始人兼首席技术官托尼Rydh说水射流瑞典。
细磨料射流切割与电火花
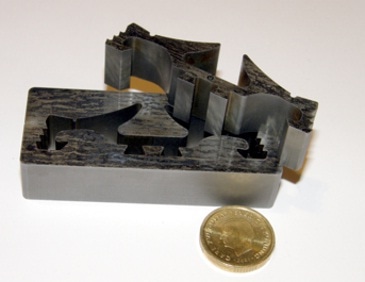
挤出机工具矩阵
回火工具钢,15毫米
不合格品10
Max。11毫米/分钟的速度
分钟4毫米/分钟的速度
切割精度:0.02毫米
生产时间:1小时30分钟
主要成本:€180
EDM:
速度:1 - 2毫米/分钟
准确性:大约0.001毫米
生产时间:> 8小时
主要成本:€480
来源:https://www.waterjetsweden.com/